This 3D printing design of D'deridex-class Warbird from Star Trek consists of files in StereoLithography (.Stl) format that is optimized for 3D printing.
Before printing the files, we strongly recommend reading the PRINTING DETAILS section.
WHAT WILL YOU GET AFTER PURCHASE?
- 2 versions of Romulan Warbird STL files for FFF/FDM and DLP/SLA — files for all versions are available for download after the purchase;
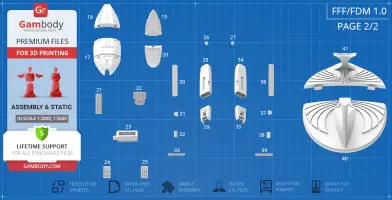
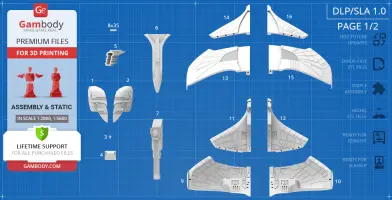
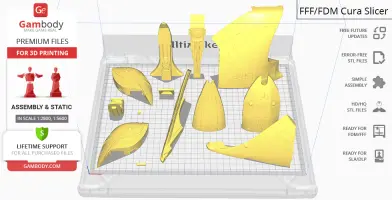
- STL files of high-poly Romulan Warbird model for 3D printing consist of 89 files;
- Sizes for:
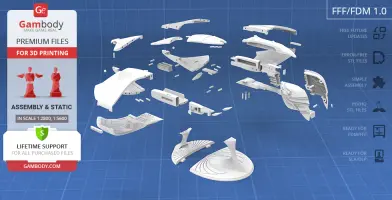
- FFF/FDM (on the platform): 166 mm tall, 287 mm wide, 371 mm deep;
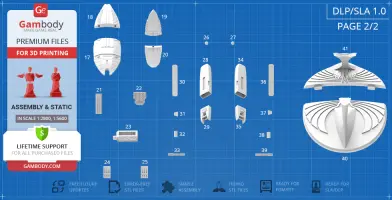
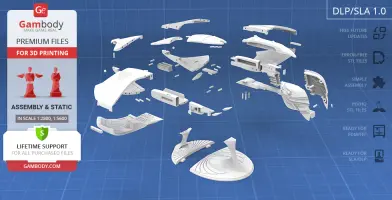
- DLP/SLA (on the platform): 83 mm tall, 144 mm wide, 185 mm deep;
- Assembly Manual for FFF/FDM 1.0 and DLP/SLA 1.0 versions in PDF format;
- Detailed settings that we provide as a recommendation for Cura, Bambu Studio, Simplify3D, Slic3r and PrusaSlicer for the best print;
- Full technical support from the Gambody Support Team.
Detailed information about these 3D printer STL files is available in the DESCRIPTION section.
ABOUT THIS 3D MODEL
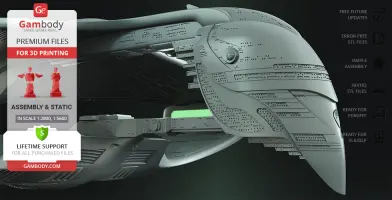
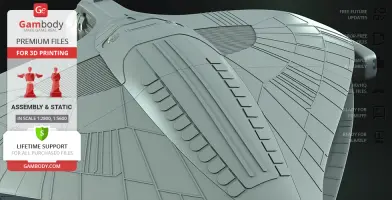
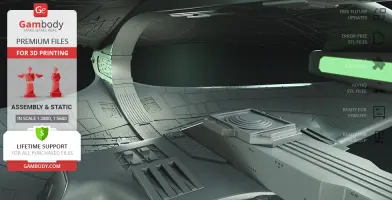
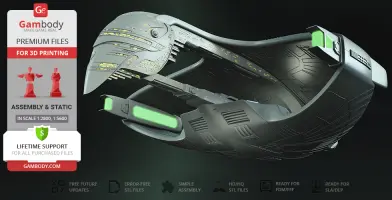
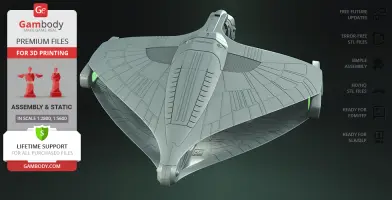
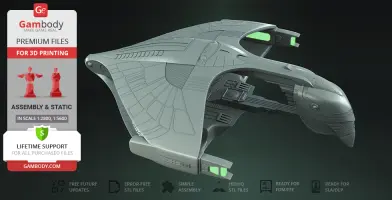
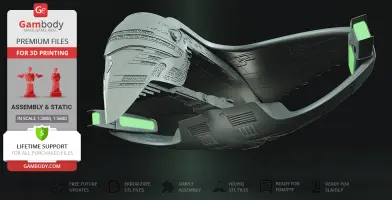
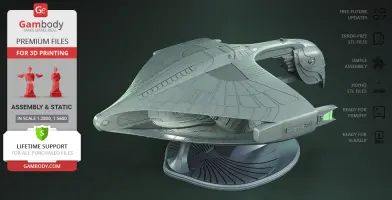
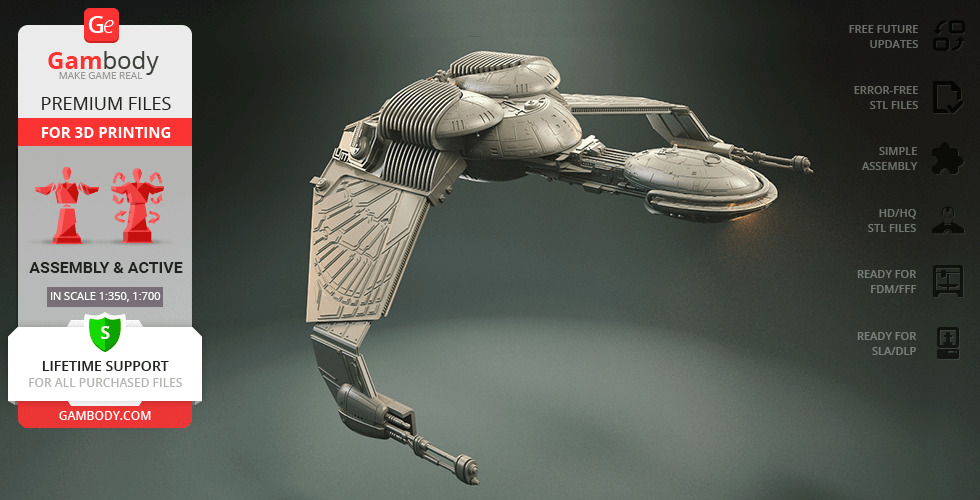
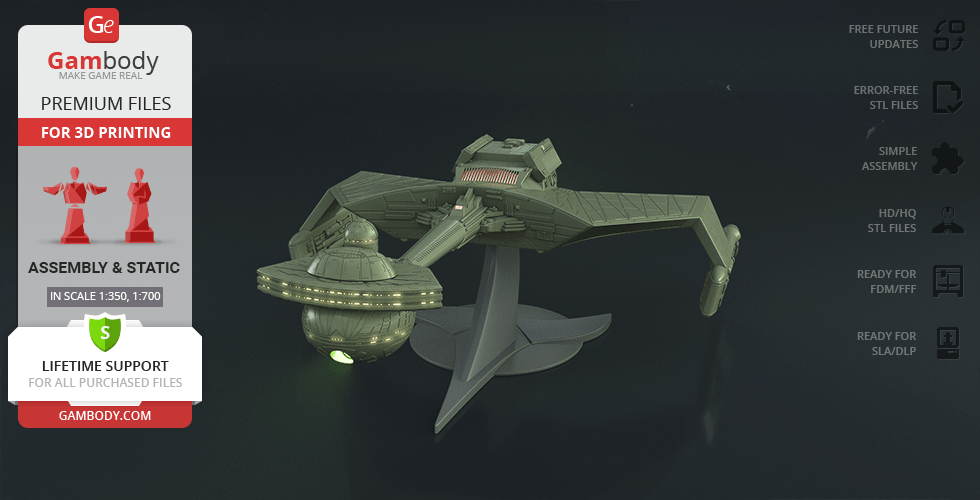
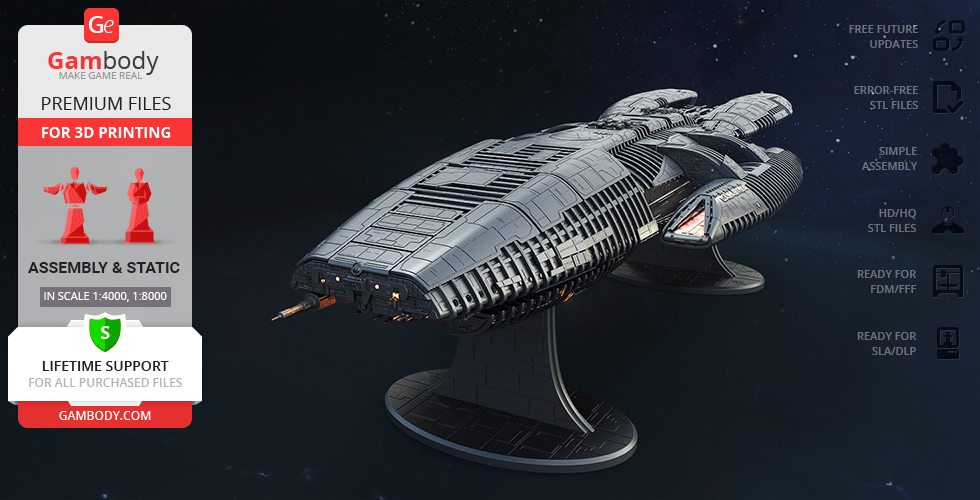
The vast universe of Star Trek boasts a plethora of ships that are not only extremely powerful but also impressively designed! Much like other fans of the franchise, our contributing 3D artist strives to capture that striking diversity and offers you another capable vessel for your spaceship collection - the infamous mainstay of the Romulan Star Empire, the D'deridex-class Warbird.The prominent feature of the highly detailed Romulan Warbird for 3D printing is the combination of the bird motif and sci-fi design - the hull of the ship that extends between the warp nacelles is decorated with a feather-like pattern, and the forward section curves into a threatening "beak". Such an epic unit is simply vital for your 3D printed fleet!
ADAPTATION FOR 3D PRINTING
Romulan Warbird for 3D printing is a static assembly model and its moderation and adaptation for different types of 3D printers took the Gambody team 35 hours in total.
For you to receive the cleanest 3D printing result possible and to minimize the amount of filament needed for generated support, the D'deridex-class ship model was divided into many assembly parts.
All assembly parts in the FFF/FDM 1.0 version are provided in STL files in recommended positions that were worked out in order to ensure the smoothness of the details’ surfaces after printing and that the 3D printing beginners won't face difficulties when placing the parts on a build plate. When downloading any model's file you will also receive "Assembly Manual" for FFF/FDM 1.0 and DLP/SLA 1.0 versions in PDF format. We highly recommend that you get acquainted with the “Assembly video” and "Assembly Manual" before getting down to the Romulan Warbird model.
The model is saved in STL files, a format supported by most 3D printers. All STL files for 3D printing have been checked in Netfabb and no errors were shown.The model’s scale was calculated from the length of the Romulan Warbird ship which is 1042 m. The 3D printing model’s chosen scales are 1:2800 for the FFF/FDM version and 1:5600 for the DLP/SLA version.
VERSIONS' SPECIFICATIONS
FFF/FDM 1.0 version features:
- Contains 48 parts;
- A printed model stands 166 mm tall, 287 mm wide, 371 mm deep (on the platform);
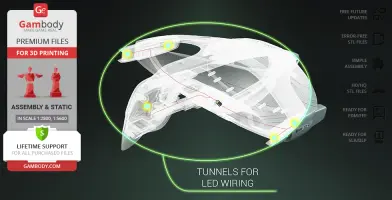
- Tunnels throughout the ship's body are provided for you to introduce LED wiring and light up the warp nacelles and the disruptor cannon;
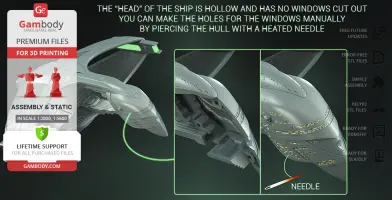
- The “head” of the ship is hollow and has no windows cut out. You can make the holes for the windows manually by piercing the hull with a heated needle;
- Some parts of the nacelles are provided separately for you to 3D print them with transparent material;
- Separate version of the body with cutout windows for illumination;
- You can display the model on a platform that has the Romulan Star Empire's emblem engraved on it;
- All parts are divided in such a way that you will print them with the smallest number of support structures.
DLP/SLA 1.0 version features:
- Contains 41 parts;
- A printed model stands 83 mm tall, 144 mm wide, 185 mm deep (on the platform);
- Tunnels throughout the ship's body are provided for you to introduce LED wiring and light up the warp nacelles and the disruptor cannon;
- The “head” of the ship is hollow and has no windows cut out;
- Some parts of the nacelles are provided separately for you to 3D print them with transparent material;
- You can display the model on a platform that has the Romulan Star Empire's emblem engraved on it;
- All parts are divided in such a way to fit the build plates and to ensure that support structures are generated where needed.
You can get the model of Romulan Warbird for 3D Printing immediately after the purchase! Just click the green Buy button in the top-right corner of the model’s page. You can pay with PayPal or your credit card.
Watch the tutorial on how to assemble Romulan Warbird 3D Printing Model at Gambody YouTube channel.
Also, you may like other Star Trek models for 3D printing, as well as more Space Ships.
_______
FAQ:
Generic
Below you can find printing recommendations for Cura, Bambu Studio, Simplify3D, Slic3r and PrusaSlicer software.
Disclaimer: The following printing settings are a recommendation, not an obligation. The parameters can vary depending on the peculiarities of your 3D printer, the material you use, and especially the particular assembly part you are working with. Each part that any model comprises often needs preliminary review, and you are free to tweak the settings the way you find suitable.
Note:
You can scale up the model (downscaling for FFF/FDM 3D printers is not recommended!);
All connectors should be printed at 100% Infill.
Bambu Lab printing recommendations:
These basic 3D printing settings recommendations for beginners were tested in Bambu Studio 1.9.1. Test models were printed on the Bambu Lab A1, Bambu Lab A1 Mini, Creality Ender 3 S1, Anycubic Kobra 2, and Anycubic Vyper using PLA and PETG filaments.
To avoid printing problems, we recommend the following settings: download
Cura printing recommendations:
These are averaged settings which were tested in the Cura 5.2.1 slicer. Test models were printed on Anycubic Vyper, Creality Ender 3 Pro with PLA filament.
To avoid printing problems, we recommend the following settings: download
Simplify3D printing recommendations:
These are averaged settings which were tested in the Simplify3D 5.0.0 slicer. Test models were printed on Anycubic Vyper, FLSUN v400, Ender3 S1 with PLA filament.
To avoid printing problems, we recommend the following settings: download
Slic3r printing recommendations:
These basic 3D printing settings recommendations for beginners were tested in Slic3r 1.3.0 software. Test models were printed on Ultimaker 2, Creality Ender 3, Creality Cr-10S pro v2, Anycubic I3 Mega, Anycubic I3 MegaS, Anycubic Vyper with PLA and PetG filaments.
To avoid printing problems, we recommend the following settings: download
PrusaSlicer printing recommendations:
These basic 3D printing settings recommendations for beginners were tested in PrusaSlicer 2.3.1. Test models were printed on Ultimaker 2, Creality Ender 3, Creality Cr-10S pro v2, Anycubic I3 Mega, Anycubic I3 MegaS, Anycubic Vyper with PLA and PETG filaments.
To avoid printing problems, we recommend the following settings: download











































Comments