











This should take overall.

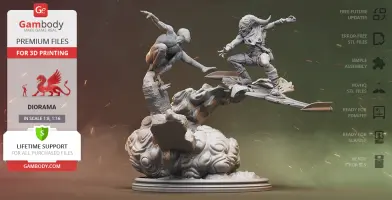
This 3D printing design of Spider-Man vs Green Goblin diorama consists of files in StereoLithography (.Stl) format that is optimized for 3D printing.
Before printing the files, we strongly recommend reading the PRINTING DETAILS section.
WHAT WILL YOU GET AFTER PURCHASE?
Detailed information about these 3D printer STL files is available in the DESCRIPTION section.

|
|||||
|---|---|---|---|---|---|
| File Name | File Size | Time / Filament | Object Size (x/y/z mm) |
||
|
1_Spider_Man_head_FDM(rep aired).stl |
18.77 MiB | 37 min <1 m | 17 x 29 x 21 | Download | |
|
2_Spider_Man_body_FDM(rep aired).stl |
29.41 MiB | 3 h 6 min 2 m | 46 x 38 x 44 | Download | |
|
3_Spider_Man_pelvis_FDM(r epaired).stl |
26.60 MiB | 1 h 46 min 1 m | 23 x 39 x 30 | Download | |
|
4_Spider_Man_arm_R_FDM(re paired).stl |
13.62 MiB | 55 min <1 m | 31 x 17 x 42 | Download | |
|
5_Spider_Man_hand_R_FDM(r epaired).stl |
13.25 MiB | 19 min <1 m | 16 x 10 x 23 | Download | |
|
6_Spider_Man_arm_L_FDM(re paired).stl |
15.69 MiB | 60 min <1 m | 14 x 16 x 58 | Download | |
|
7_Spider_Man_hand_L_FDM(r epaired).stl |
12.01 MiB | 18 min <1 m | 16 x 13 x 18 | Download | |
|
8_Spider_Man_leg_L_FDM(re paired).stl |
17.59 MiB | 3 h 22 min 2 m | 44 x 64 x 88 | Download | |
|
9_Spider_Man_leg_R_FDM(re paired).stl |
18.93 MiB | 1 h 48 min 1 m | 25 x 32 x 52 | Download | |
|
10_Spider_Man_foot_R_FDM( repaired).stl |
9.98 MiB | 26 min <1 m | 11 x 17 x 30 | Download | |
|
11_Green_Goblin_head_FDM( repaired).stl |
19.13 MiB | 1 h 5 min 1 m | 32 x 26 x 24 | Download | |
|
12_Green_Goblin_cap_FDM(r epaired).stl |
15.45 MiB | 33 min <1 m | 32 x 17 x 37 | Download | |
|
13_Green_Goblin_body_FDM( repaired).stl |
31.97 MiB | 2 h 20 min 1 m | 37 x 26 x 43 | Download | |
|
14_Green_Goblin_pelvis_FD M(repaired).stl |
17.74 MiB | 2 h 28 min 1 m | 45 x 39 x 31 | Download | |
|
15_Green_Goblin_arm_R_FDM (repaired).stl |
15.81 MiB | 1 h 6 min 1 m | 23 x 37 x 36 | Download | |
|
16_Green_Goblin_hand_R_FD M(repaired).stl |
13.36 MiB | 41 min <1 m | 17 x 15 x 38 | Download | |
|
17_Green_Goblin_arm_L_FDM (repaired).stl |
17.80 MiB | 1 h 1 m | 23 x 22 x 46 | Download | |
|
18_Green_Goblin_hand_L_FD M(repaired).stl |
14.28 MiB | 44 min <1 m | 15 x 19 x 37 | Download | |
|
19_Green_Goblin_leg_R_FDM (repaired).stl |
18.44 MiB | 56 min 1 m | 23 x 19 x 36 | Download | |
|
20_Green_Goblin_foot_R_FD M(repaired).stl |
17.82 MiB | 1 h 17 min 1 m | 33 x 24 x 35 | Download | |
|
21_Green_Goblin_leg_L_FDM (repaired).stl |
18.46 MiB | 1 h 24 min 1 m | 22 x 30 x 42 | Download | |
|
22_Green_Goblin_foot_L_FD M(repaired).stl |
15.88 MiB | 1 h 27 min 1 m | 31 x 33 x 41 | Download | |
|
23_Green_Goblin_cape_FDM( repaired).stl |
12.29 MiB | 2 h 12 min 1 m | 47 x 44 x 28 | Download | |
|
24_Green_Goblin_belt_bag_ FDM(repaired).stl |
10.28 MiB | 29 min <1 m | 59 x 29 x 8 | Download | |
|
25_Green_Goblin_bag_FDM(r epaired).stl |
10.08 MiB | 40 min <1 m | 21 x 23 x 12 | Download | |
|
26_glider_1_FDM(repaired) .stl |
15.19 MiB | 2 h 16 min 1 m | 20 x 31 x 62 | Download | |
|
27_glider_2_FDM(repaired) .stl |
9.13 MiB | 1 h 24 min 1 m | 21 x 30 x 42 | Download | |
|
28_glider_3_FDM(repaired) .stl |
23.25 MiB | 4 h 45 min 3 m | 17 x 90 x 103 | Download | |
|
29_glider_4_FDM(repaired) .stl |
19.50 MiB | 4 h 56 min 3 m | 90 x 17 x 103 | Download | |
|
30_glider_5_FDM(repaired) .stl |
7.12 MiB | 1 h 11 min 1 m | 17 x 9 x 82 | Download | |
|
31_glider_6_FDM(repaired) .stl |
7.61 MiB | 1 h 10 min 1 m | 9 x 17 x 82 | Download | |
|
32_smoke_1_FDM(repaired). stl |
18.18 MiB | 14 h 36 min 10 m | 45 x 114 x 121 | Download | |
|
33_smoke_2_FDM(repaired). stl |
13.39 MiB | 32 h 53 min 21 m | 98 x 118 x 158 | Download | |
|
34_smoke_3_FDM(repaired). stl |
17.14 MiB | 44 h 38 min 28 m | 137 x 117 x 97 | Download | |
|
35_smoke_4_FDM(repaired). stl |
19.89 MiB | 64 h 8 min 39 m | 166 x 146 x 89 | Download | |
|
36_slab_1_FDM(repaired).s tl |
17.58 MiB | 9 h 11 min 6 m | 25 x 67 x 123 | Download | |
|
37_slab_2_FDM(repaired).s tl |
16.59 MiB | 10 h 12 min 6 m | 66 x 23 x 139 | Download | |
|
38_pumpkin_bomb_FDM(repai red).stl |
16.75 MiB | 23 min <1 m | 19 x 16 x 19 | Download | |
|
39_platform_1_FDM(repaire d).stl |
16.29 MiB | 17 h 59 min 10 m | 157 x 125 x 38 | Download | |
|
40_platform_2_FDM(repaire d).stl |
12.03 MiB | 14 h 24 min 8 m | 119 x 144 x 28 | Download | |
|
41_platform_3_FDM(repaire d).stl |
11.67 MiB | 13 h 36 min 8 m | 137 x 105 x 32 | Download | |
|
42_platform_4_FDM(repaire d).stl |
13.53 MiB | 15 h 12 min 9 m | 110 x 152 x 32 | Download | |
|
43_ge_lock_10H(x17)_FDM ( repaired).stl |
0.03 MiB | 4 min <1 m | 18 x 10 x 2 | Download | |
|
Keychain (repaired).stl |
0.35 MiB | 23 min <1 m | 30 x 30 x 2 | Download | |
|
Tag (repaired).stl |
1.70 MiB | 1 h 16 min 1 m | 150 x 18 x 5 | Download | |
| ... | |||||
This should take overall.
ABOUT THIS 3D MODEL
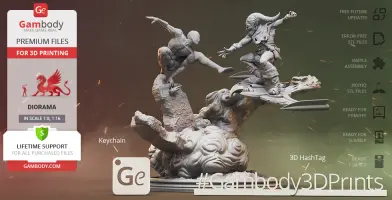
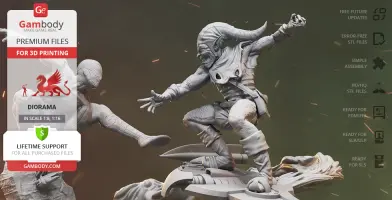
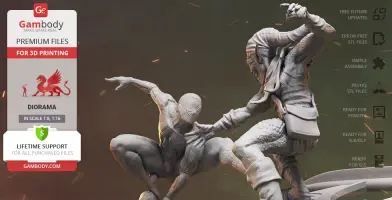
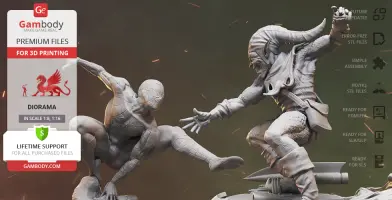
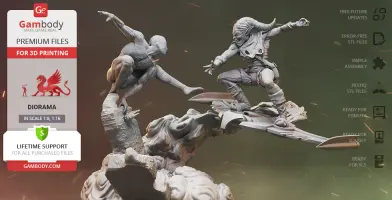
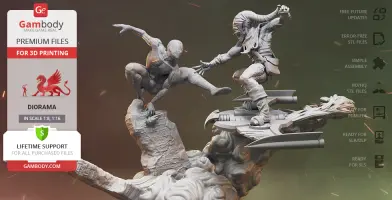
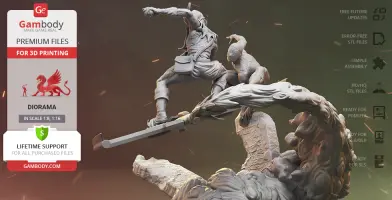
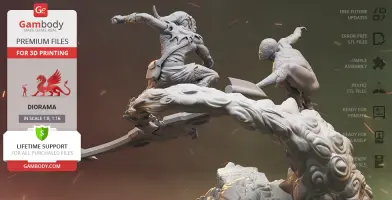
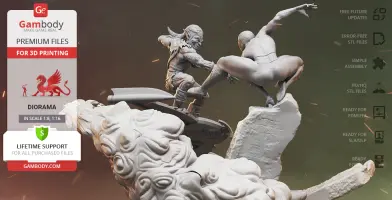
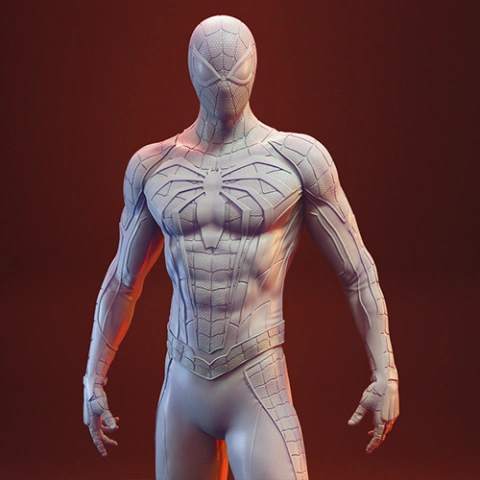
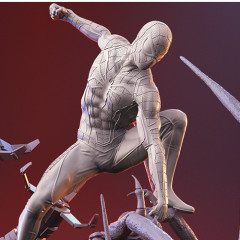
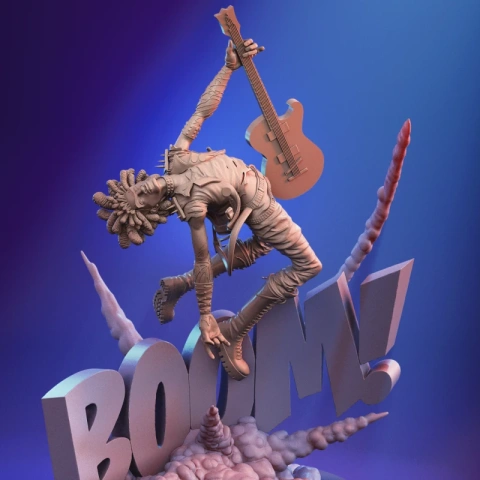
Friendly neighbourhood Spider-Man has clashed with rogues of all kinds in the course of the character's development but it is the Green Goblin that has always been considered to be Parker's arch-nemesis. Halloween-themed supervillain with his pointy ears and chin plagued the life of Spider-Man and interfered with the fates of Peter Parker's loved ones for many years. It has taken the 3D artist approximately 187 hours to complete the exciting Spider-Man vs Green Goblin scene that is now available for 3D printing. Spider-Man is depicted in his traditional suit while masterly balancing on a piece of a slab that must have broken off a building in the course of the battle. Green Goblin, the 3D printing version of Peter Parker’s ultimate foe, is also shown wearing his original Goblin Armour. Claimed to be one of the most memorable supervillain costumes ever, Goblin Armour comprises special Goblin Gloves, Boots, jester’s hat, a pair of purple shorts, sleeveless shirt and a satchel. As expected, Norman Osborn is fighting the opponent flying on his Goblin Glider that easily resembles a large, metallic bat. In his left hand, the Green Goblin is holding a grenade disguised as a small jack-o'-lantern and he is clearly ready to throw the bomb at the young adversary. Huge smoke puffs that the Goblin Glider leaves behind form a nice platform to mount both Marvel heroes on and present the scene as if in motion.
ADAPTATION FOR 3D PRINTING
Spider-Man vs Green Goblin 3D printing design is a static assembly diorama and its moderation and adaptation for different types of 3D printers took Gambody team 50 hours in total. Both models' anatomy was thoroughly reviewed during the moderation process for the superhero and supervillain to be depicted harmoniously in the intended action poses.
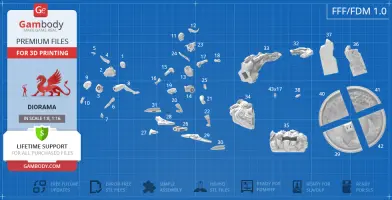
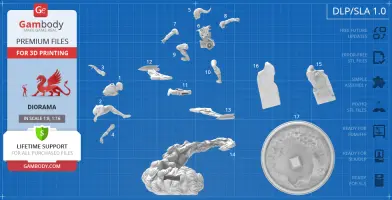
The diorama's cutting was chosen by our team to minimise the amount of filament needed for generated support and some of the parts were hollowed out for you to save resin in the model's Eco version. In order to conceal the places where the assembly parts of the model must be connected, the models were cut along the contour of both characters' suit seams and properly separated from the platform. What is more, in order to ensure an excellent quality of the 3D printed result, such smaller parts as Goblin’s boots, jester’s hat, gloves, bag, its strap, parts of Glider etc. are provided as separate assembly elements. The large platform resembling smoke puffs was divided into several parts in order to fit the build plates of the smallest 3D printers.
All the assembly parts come in STL files in recommended positions that were worked out in order to ensure the smoothness of the details’ surfaces after printing and to make sure that the 3D printing beginners won't face difficulties when placing the parts on a build plate. When downloading any model's file you will also receive "Assembly Manual" for 1.0 FFF/FDM and 1.0 DLP/SLA versions in PDF format.
The design is saved in STL files, a format supported by most 3D printers. All STL files for 3D printing have been checked in Netfabb and no errors were shown.
The model's scale was calculated from Green Goblin's actual height that is 1800 mm. The 3D printing design's chosen scale is 1/8 for the FFF/FDM version and 1/16 for the DLP/SLA/SLS versions.
VERSIONS' SPECIFICATIONS
1.0 FFF/FDM version features:
1.0 DLP/SLA version features:
1.0 DLP/SLA Eco version features:
1.0 SLS version features:
You can get the STL files of Spider-Man vs Green Goblin Diorama immediately after the purchase! Just click the green Buy button in the top-right corner of the model’s page. You can pay with PayPal or your credit card.
Watch the tutorial on how to assemble the 3D Printed Spider-Man vs Green Goblin Diorama from the provided 3D Print Files at Gambody YouTube channel.
Also, you may like other Comics 3D Printing Designs.
_______
FAQ:
Below you can find printing recommendations for Cura, Bambu Studio, Simplify3D, Slic3r and PrusaSlicer software.
Disclaimer: The following printing settings are a recommendation, not an obligation. The parameters can vary depending on the peculiarities of your 3D printer, the material you use, and especially the particular assembly part you are working with. Each part that any model comprises often needs preliminary review, and you are free to tweak the settings the way you find suitable.
Note:
You can scale up the model (downscaling for FFF/FDM 3D printers is not recommended!);
All connectors should be printed at 100% Infill.
These basic 3D printing settings recommendations for beginners were tested in Bambu Studio 1.9.1. Test models were printed on the Bambu Lab A1, Bambu Lab A1 Mini, Creality Ender 3 S1, Anycubic Kobra 2, and Anycubic Vyper using PLA and PETG filaments.
To avoid printing problems, we recommend the following settings: download
These are averaged settings which were tested in the Cura 5.2.1 slicer. Test models were printed on Anycubic Vyper, Creality Ender 3 Pro with PLA filament.
To avoid printing problems, we recommend the following settings: download
These are averaged settings which were tested in the Simplify3D 5.0.0 slicer. Test models were printed on Anycubic Vyper, FLSUN v400, Ender3 S1 with PLA filament.
To avoid printing problems, we recommend the following settings: download
These basic 3D printing settings recommendations for beginners were tested in Slic3r 1.3.0 software. Test models were printed on Ultimaker 2, Creality Ender 3, Creality Cr-10S pro v2, Anycubic I3 Mega, Anycubic I3 MegaS, Anycubic Vyper with PLA and PetG filaments.
To avoid printing problems, we recommend the following settings: download
These basic 3D printing settings recommendations for beginners were tested in PrusaSlicer 2.3.1. Test models were printed on Ultimaker 2, Creality Ender 3, Creality Cr-10S pro v2, Anycubic I3 Mega, Anycubic I3 MegaS, Anycubic Vyper with PLA and PETG filaments.
To avoid printing problems, we recommend the following settings: download
comics, hero, assembly, marvel, avengers, superhero, spider-man, marvel-comics, comic-book, peter-parker, supervillain, green-goblin, norman-osborn, may
You are about to report Spider-Man vs Green Goblin in Diorama 3D Printer Files | Assembly for violating our Terms and Conditions. Please take a few moments to fill in the following information.
















Comments