



























This should take overall.

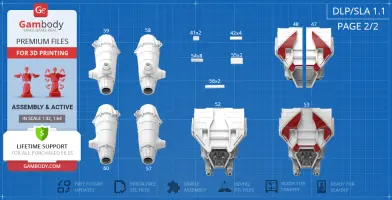
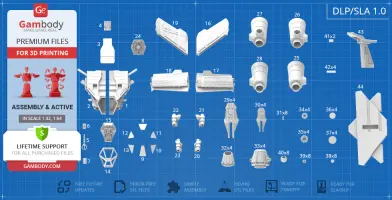
This 3D Model of Starfury consists of files in StereoLithography (.Stl) format that is optimized for 3D printing.
Before printing the files, we strongly recommend reading the PRINTING DETAILS section.
WHAT WILL YOU GET AFTER PURCHASE?

|
|||||
|---|---|---|---|---|---|
| File Name | File Size | Time / Filament | Object Size (x/y/z mm) |
||
|
_03_bodyPart_c_T_FDM (rep aired).stl |
1.50 MiB | 3 h 40 min 2 m | 127 x 22 x 47 | Download | |
|
_04_bodyPart_d_Rr_FDM (re paired).stl |
0.05 MiB | 29 min <1 m | 16 x 27 x 23 | Download | |
|
_05_bodyPart_e_Rr_X2_FDM (repaired).stl |
0.24 MiB | 10 min <1 m | 11 x 11 x 10 | Download | |
|
_06_bottomCrane_FDM (repa ired).stl |
1.75 MiB | 53 min <1 m | 19 x 17 x 52 | Download | |
|
_07_bottomCranePlane_FDM (repaired).stl |
0.16 MiB | 9 min <1 m | 11 x 18 x 4 | Download | |
|
_08_bottomCraneDoorClose_ FDM (repaired).stl |
0.02 MiB | 10 min <1 m | 11 x 18 x 6 | Download | |
|
_16_cockpitInterior_FDM ( repaired).stl |
5.96 MiB | 3 h 2 min 1 m | 51 x 62 x 27 | Download | |
|
_17_engine_a_BotL_FDM (re paired).stl |
2.53 MiB | 13 h 26 min 8 m | 62 x 59 x 107 | Download | |
|
_21_engineConnector_X4_FD M (repaired).stl |
0.18 MiB | 1 h 33 min 1 m | 38 x 38 x 29 | Download | |
|
_22_engineFlaps_V1_X4_FDM (repaired).stl |
0.52 MiB | 3 h 8 min 1 m | 43 x 29 x 115 | Download | |
|
_23_engineFlaps_V2_X4_FDM (repaired).stl |
0.46 MiB | 1 h 53 min 1 m | 16 x 32 x 78 | Download | |
|
_24_engineFlapsPin_X8_FDM (repaired).stl |
0.16 MiB | 4 min <1 m | 11 x 13 x 4 | Download | |
|
_25_enginePart_a_X4_FDM ( repaired).stl |
1.58 MiB | 2 h 47 min 2 m | 44 x 47 x 39 | Download | |
|
_26_enginePart_b_X4_FDM ( repaired).stl |
3.05 MiB | 6 h 41 min 4 m | 71 x 56 x 52 | Download | |
|
_27_mainEngineJet_V1_X4_F DM (repaired).stl |
0.38 MiB | 22 min <1 m | 20 x 20 x 5 | Download | |
|
_28_mainEngineJet_V2_X4_F DM (repaired).stl |
0.38 MiB | 30 min <1 m | 25 x 25 x 6 | Download | |
|
_29_mainEngineJetGlass_V1 _X4_FDM (repaired).stl |
0.10 MiB | 11 min <1 m | 20 x 20 x 3 | Download | |
|
_30_mainEngineJetGlass_V2 _X4_FDM (repaired).stl |
0.13 MiB | 15 min <1 m | 25 x 25 x 3 | Download | |
|
_31_secondaryEngineJetGla ss_X8_FDM (repaired).stl |
0.09 MiB | 4 min <1 m | 11 x 11 x 3 | Download | |
|
_32_secondaryEngineJetPar t_a_X8_FDM (repaired).stl |
0.58 MiB | 6 min <1 m | 11 x 11 x 5 | Download | |
|
_33_secondaryEngineJetPar t_b_X8_FDM (repaired).stl |
0.29 MiB | 28 min <1 m | 21 x 21 x 16 | Download | |
|
_34_gunPart_b_L_FDM (repa ired).stl |
1.55 MiB | 48 min <1 m | 24 x 25 x 25 | Download | |
|
_35_gunPart_c_L_FDM (repa ired).stl |
1.29 MiB | 52 min <1 m | 29 x 28 x 23 | Download | |
|
_36_gunPart_d_R_FDM (repa ired).stl |
1.29 MiB | 53 min <1 m | 29 x 28 x 23 | Download | |
|
_37_gunPart_e_R_FDM (repa ired).stl |
1.57 MiB | 49 min <1 m | 24 x 25 x 25 | Download | |
|
_38_gunPart_a_X2_L_FDM (r epaired).stl |
2.90 MiB | 1 h 13 min 1 m | 19 x 25 x 34 | Download | |
|
_39_gunPart_f_X2_R_FDM (r epaired).stl |
2.90 MiB | 1 h 14 min 1 m | 19 x 25 x 34 | Download | |
|
_40_gunPin_X8_FDM (repair ed).stl |
0.14 MiB | 6 min <1 m | 5 x 5 x 10 | Download | |
|
_41_pin_V1_X10_FDM (repai red).stl |
0.01 MiB | 6 min <1 m | 15 x 10 x 4 | Download | |
|
_42_pin_V2_X8_FDM (repair ed).stl |
0.00 MiB | 9 min <1 m | 30 x 16 x 4 | Download | |
|
_43_pin_V3_X2_FDM (repair ed).stl |
0.01 MiB | 18 min <1 m | 31 x 19 x 4 | Download | |
|
_44_pin_V4_X2_FDM (repair ed).stl |
0.00 MiB | 14 min <1 m | 48 x 10 x 4 | Download | |
|
_45_tailDecorPlane_FDM (r epaired).stl |
6.92 MiB | 1 h 55 min 1 m | 50 x 50 x 14 | Download | |
|
_46_wingPart_a_TopL_FDM ( repaired).stl |
5.15 MiB | 20 h 22 min 10 m | 146 x 69 x 107 | Download | |
|
_47_wingPart_b_BotL_FDM ( repaired).stl |
4.31 MiB | 20 h 14 min 10 m | 135 x 77 x 134 | Download | |
|
_48_wingPart_c_BotR_FDM ( repaired).stl |
4.20 MiB | 19 h 28 min 10 m | 135 x 77 x 134 | Download | |
|
_49_wingPart_d_TopR_FDM ( repaired).stl |
5.21 MiB | 20 h 26 min 10 m | 146 x 69 x 107 | Download | |
|
_50_standPart_a_FDM (repa ired).stl |
0.07 MiB | 5 h 2 min 3 m | 128 x 40 x 32 | Download | |
|
_51_standPart_b_FDM (repa ired).stl |
0.99 MiB | 5 h 39 min 3 m | 19 x 102 x 49 | Download | |
|
_52_standPart_c_FDM (repa ired).stl |
0.04 MiB | 10 h 48 min 6 m | 125 x 12 x 133 | Download | |
|
_53_standPart_d_FDM (repa ired).stl |
0.21 MiB | 11 h 6 min 6 m | 125 x 12 x 133 | Download | |
|
_54_standPartPin_X2_FDM ( repaired).stl |
0.00 MiB | 23 min <1 m | 60 x 9 x 5 | Download | |
|
Keychain (repaired).stl |
0.35 MiB | 23 min <1 m | 30 x 30 x 2 | Download | |
|
Tag (repaired).stl |
1.70 MiB | 1 h 18 min 1 m | 150 x 18 x 5 | Download | |
|
_20_engine_d_BotLR_FDM.st l |
2.53 MiB | 13 h 26 min 8 m | 62 x 59 x 107 | Download | |
|
_55_wingPartClear_b_BotL_ FDM (repaired).stl |
4.22 MiB | 19 h 28 min 10 m | 142 x 63 x 134 | Download | |
|
_56_wingPartClear_d_TopR_ FDM (repaired).stl |
5.11 MiB | 20 h 15 min 10 m | 142 x 76 x 107 | Download | |
|
_59_bodyPartWithDecal_c_T _FDM (repaired).stl |
2.59 MiB | 5 h 58 min 4 m | 47 x 17 x 128 | Download | |
|
_60_wingPartWithDecal_a_T opL_FDM (repaired).stl |
5.79 MiB | 21 h 5 min 10 m | 142 x 76 x 107 | Download | |
|
_61_wingPartWithDecal_d_T opR_FDM (repaired).stl |
5.27 MiB | 20 h 39 min 10 m | 142 x 76 x 107 | Download | |
|
_01_bodyPart_a_L_FDM (rep aired).stl |
11.61 MiB | 37 h 43 min 23 m | 154 x 113 x 69 | Download | |
|
_02_bodyPart_b_R_FDM (rep aired).stl |
11.62 MiB | 37 h 33 min 23 m | 154 x 113 x 69 | Download | |
|
_57_bodyPartWithDecal_a_L _FDM (repaired).stl |
12.81 MiB | 38 h 22 min 23 m | 154 x 113 x 69 | Download | |
|
_58_bodyPartWithDecal_b_R _FDM (repaired).stl |
12.80 MiB | 38 h 7 min 23 m | 154 x 113 x 69 | Download | |
|
_18_engine_b_TopL_FDM (re paired).stl |
2.51 MiB | 13 h 20 min 8 m | 62 x 59 x 107 | Download | |
|
_19_engine_c_TopR_FDM (re paired).stl |
2.51 MiB | 13 h 15 min 8 m | 62 x 59 x 107 | Download | |
|
_09_cockpitGlass_a_FDM (r epaired).stl |
0.08 MiB | 15 min <1 m | 27 x 30 x 2 | Download | |
|
_10_cockpitGlass_b_FDM (r epaired).stl |
0.12 MiB | 15 min <1 m | 22 x 38 x 1 | Download | |
|
_11_cockpitGlass_c_FDM (r epaired).stl |
0.08 MiB | 12 min <1 m | 25 x 33 x 1 | Download | |
|
_12_cockpitGlass_d_FDM (r epaired).stl |
0.09 MiB | 11 min <1 m | 30 x 25 x 1 | Download | |
|
_13_cockpitGlass_e_FDM (r epaired).stl |
0.08 MiB | 11 min <1 m | 24 x 32 x 1 | Download | |
|
_14_cockpitGlass_f_FDM (r epaired).stl |
0.08 MiB | 12 min <1 m | 25 x 33 x 1 | Download | |
|
_15_cockpitGlassFrame_FDM (repaired).stl |
2.02 MiB | 3 h 42 min 2 m | 60 x 73 x 35 | Download | |
| ... | |||||
This should take overall.
ABOUT THIS 3D MODEL
“The war we fight is not against powers and principalities, it is against chaos and despair”
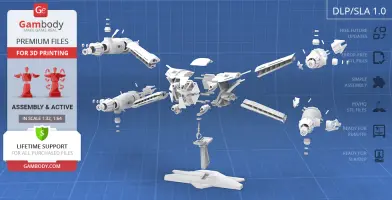
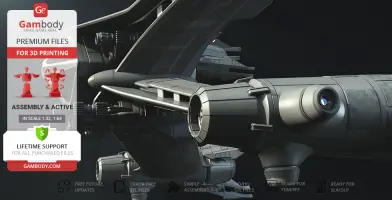
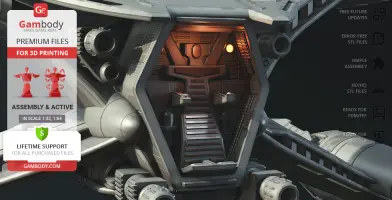
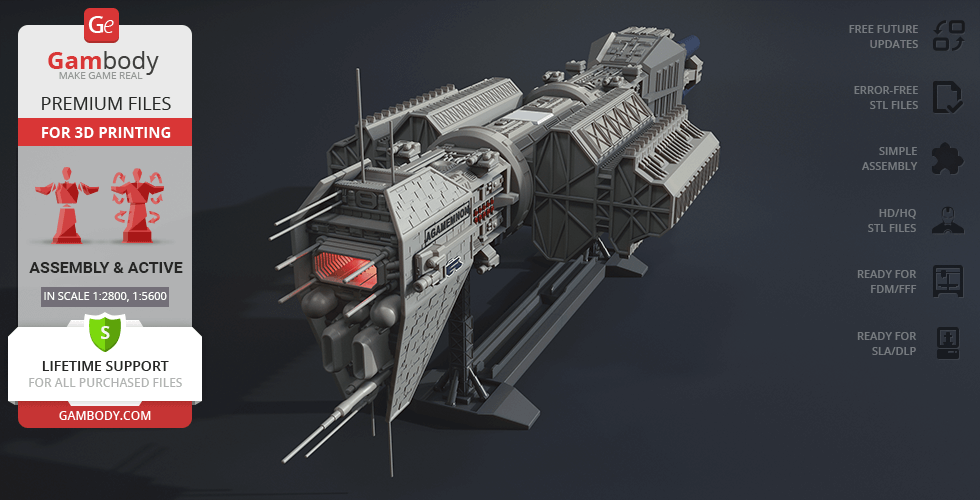
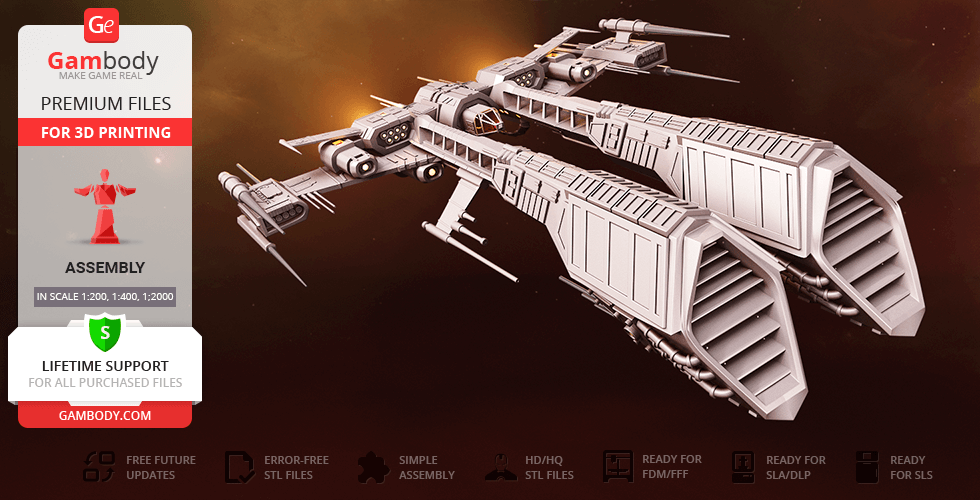
Babylon 5 space opera, written and produced by J. Michael Straczynski, became a fiction classic for generations of viewers. The space station was used as a neutral ground for galactic diplomacy and trade after several inter-species wars. Starfury formed the backbone of the Earth Alliance’s fighter strength. Its compact design facilitated the high maneuverability of the spaceship. Powerful engines placed at the tips of the pylons also contributed to the great potential for maneuvers and made the fighter highly fast-moving. The robust design allowed it to survive hard punishments and ensured high durability to the Starfury.
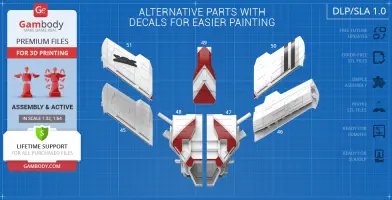
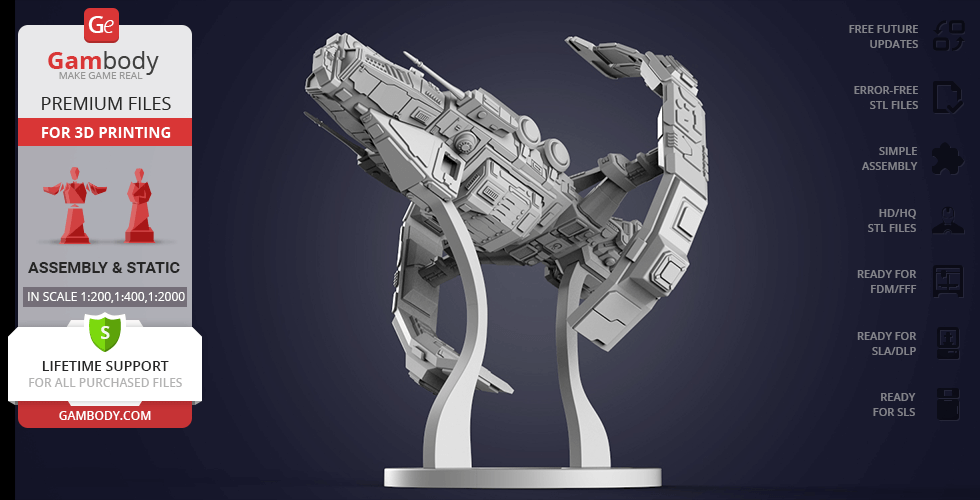
Inspired by all-time favourite space opera, our contributing 3D artist elaborated this spectacular futuristic 3D printing model. What is so special about this aerospace superiority fighter is its shape, with four “wings” radiating from the cockpit. Four fuel cells, one on the trailing edge of each “wing”, heavy twin-barrelled pulse cannons and variable-geometry thrust vanes make it incredibly agile and powerful. With White Star and Starfury fighters you can be confident in the security of Earth!
ADAPTATION FOR 3D PRINTING
The Starfury for 3D printing is a static assembly model and its moderation and adaptation for different types of 3D printers took the Gambody team 44 hours in total.
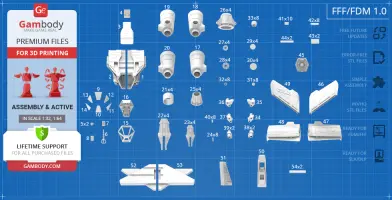
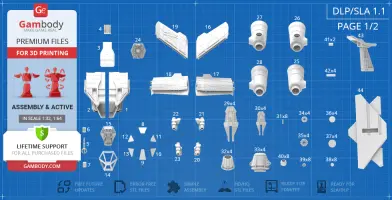
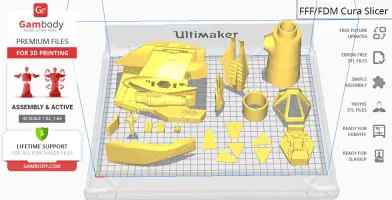
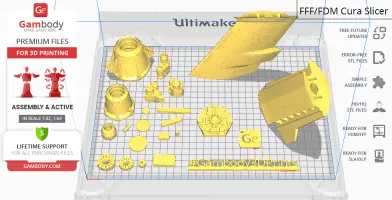
For you to receive the cleanest 3D printing result possible, minimize the amount of filament needed for generated support, the spaceship was divided into convenient assembly parts.
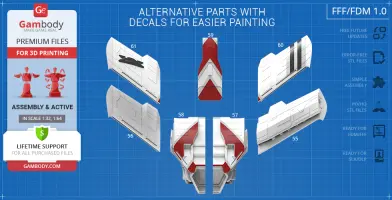
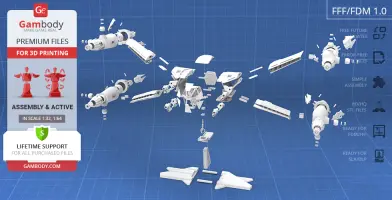
All assembly parts in the FFF/FDM 1.0 version are provided in STL files in recommended positions that were worked out in order to ensure the smoothness of the details’ surfaces after printing and that the 3D printing beginners won't face difficulties when placing the parts on a build plate. When downloading any model's file you will also receive "Assembly Manual" for FFF/FDM 1.0 and DLP/SLA 1.0 versions in PDF format. We highly recommend that you get acquainted with the “Assembly video” and "Assembly Manual" before getting down to the Starfury fighter.
The model is saved in STL files, a format supported by most 3D printers. All STL files for 3D printing have been checked in Netfabb and no errors were shown.
The model’s scale was calculated from the length of the Starfury which is 9920 mm. The 3D printing model’s chosen scales are 1:32 for the FFF/FDM version and 1:64 for the DLP/SLA version.
VERSIONS’ SPECIFICATIONS
FFF/FDM 1.0 version features:
DLP/SLA 1.1 versions features:
DLP/SLA 1.0 version features:
You can get the model of Starfury for 3D Printing immediately after the purchase! Just click the green Buy button in the top-right corner of the model’s page. You can pay with PayPal or your credit card.
Watch the tutorial on how to assemble Starfury 3D Printing Model on Gambody YouTube channel.
Also, you may like the White Star 3D Printing Model, and other Space Ships for 3D Printing.
_______
FAQ:
Below you can find printing recommendations for Cura, Bambu Lab, Simplify3D, Slic3r and PrusaSlicer software.
Disclaimer: The following printing settings are a recommendation, not an obligation. The parameters can vary depending on the peculiarities of your 3D printer, the material you use, and especially the particular assembly part you are working with. Each part that any model comprises often needs preliminary review, and you are free to tweak the settings the way you find suitable.
Note:
You can scale up the model (downscaling for FFF/FDM 3D printers is not recommended!);
All connectors should be printed at 100% Infill.
These basic 3D printing settings recommendations for beginners were tested in Bambu Studio 1.9.1. Test models were printed on the Bambu Lab A1, Bambu Lab A1 Mini, Creality Ender 3 S1, Anycubic Kobra 2, and Anycubic Vyper using PLA and PETG filaments.
To avoid printing problems, we recommend the following settings: download
These are averaged settings which were tested in the Cura 5.2.1 slicer. Test models were printed on Anycubic Vyper, Creality Ender 3 Pro with PLA filament.
To avoid printing problems, we recommend the following settings: download
These are averaged settings which were tested in the Simplify3D 5.0.0 slicer. Test models were printed on Anycubic Vyper, FLSUN v400, Ender3 S1 with PLA filament.
To avoid printing problems, we recommend the following settings: download
These basic 3D printing settings recommendations for beginners were tested in Slic3r 1.3.0 software. Test models were printed on Ultimaker 2, Creality Ender 3, Creality Cr-10S pro v2, Anycubic I3 Mega, Anycubic I3 MegaS, Anycubic Vyper with PLA and PetG filaments.
To avoid printing problems, we recommend the following settings: download
These basic 3D printing settings recommendations for beginners were tested in PrusaSlicer 2.3.1. Test models were printed on Ultimaker 2, Creality Ender 3, Creality Cr-10S pro v2, Anycubic I3 Mega, Anycubic I3 MegaS, Anycubic Vyper with PLA and PETG filaments.
To avoid printing problems, we recommend the following settings: download
You are about to report Starfury 3D Printing Model | Assembly for violating our Terms and Conditions. Please take a few moments to fill in the following information.














Comments