




























This should take overall.

This 3D model of the USS Defiant starship from Star Trek: Deep Space Nine consists of files in StereoLithography (.Stl) format that is optimized for 3D printing.
Before printing the files, we strongly recommend reading the PRINTING DETAILS section.
WHAT WILL YOU GET AFTER PURCHASE?
Detailed information about this 3D printing figurine is available in the DESCRIPTION section.

|
|||||
|---|---|---|---|---|---|
| File Name | File Size | Time / Filament | Object Size (x/y/z mm) |
||
|
_04_fuselage_nose_detail_ pin_X2 (repaired)_FDM.stl |
0.00 MiB | 56 min 1 m | 25 x 50 x 7 | Download | |
|
_10_top_detail_A_1 (repai red)_FDM.stl |
3.66 MiB | 12 h 14 min 7 m | 127 x 151 x 11 | Download | |
|
_11_top_detail_A_2 (repai red)_FDM.stl |
1.41 MiB | 5 h 23 min 3 m | 109 x 100 x 8 | Download | |
|
_12_top_detail_B (repaire d)_FDM.stl |
5.07 MiB | 17 h 37 min 10 m | 127 x 251 x 11 | Download | |
|
_16_landing_bay_bridge (r epaired)_FDM.stl |
0.20 MiB | 28 min <1 m | 51 x 55 x 2 | Download | |
|
_17_landing_bay_cap (repa ired)_FDM.stl |
11.89 MiB | 2 h 6 min 1 m | 60 x 62 x 10 | Download | |
|
_19_shuttle_bay_door (rep aired)_FDM.stl |
4.34 MiB | 1 h 13 min 1 m | 45 x 45 x 8 | Download | |
|
_20_shuttle_bay_door_deta il (repaired)_FDM.stl |
1.20 MiB | 7 min <1 m | 16 x 13 x 3 | Download | |
|
_21_tail_detail_pin_X2 (r epaired)_FDM.stl |
0.00 MiB | 1 h 14 min 1 m | 30 x 40 x 12 | Download | |
|
_23_engine_left_pin_1 (re paired)_FDM.stl |
0.00 MiB | 23 min <1 m | 31 x 17 x 6 | Download | |
|
_24_engine_left_pin_2 (re paired)_FDM.stl |
0.00 MiB | 32 min <1 m | 33 x 23 x 6 | Download | |
|
_25_engine_right_pin_1 (r epaired)_FDM.stl |
0.00 MiB | 23 min <1 m | 31 x 17 x 6 | Download | |
|
_26_engine_right_pin_2 (r epaired)_FDM.stl |
0.00 MiB | 32 min <1 m | 33 x 23 x 6 | Download | |
|
_29_fuselage_bottom_detai l2 (repaired)_FDM.stl |
0.02 MiB | 38 min <1 m | 22 x 47 x 6 | Download | |
|
_30_fuselage_bottom_detai l_1 (repaired)_FDM.stl |
0.02 MiB | 37 min <1 m | 22 x 47 x 6 | Download | |
|
_31_engine_left_cap (repa ired)_FDM.stl |
0.58 MiB | 3 h 3 min 2 m | 70 x 93 x 5 | Download | |
|
_33_engine_left_front_gla ss_red (repaired)_FDM.stl |
1.25 MiB | 26 min <1 m | 38 x 22 x 7 | Download | |
|
_34_engine_left_exhaus_gl ass_blue (repaired)_FDM.s tl |
0.14 MiB | 37 min <1 m | 49 x 40 x 2 | Download | |
|
_36_engine_right_cap (rep aired)_FDM.stl |
0.58 MiB | 3 h 1 min 2 m | 70 x 93 x 5 | Download | |
|
_38_engine_right_front_gl ass_red (repaired)_FDM.st l |
1.25 MiB | 26 min <1 m | 38 x 22 x 7 | Download | |
|
_39_engine_right_exhaus_g lass_blue (repaired)_FDM. stl |
0.14 MiB | 37 min <1 m | 49 x 40 x 2 | Download | |
|
_41_plasma_vents_left (re paired)_FDM.stl |
1.25 MiB | 1 h 2 min 1 m | 29 x 72 x 5 | Download | |
|
_42_plasma_vents_right (r epaired)_FDM.stl |
1.25 MiB | 1 h 2 min 1 m | 29 x 72 x 5 | Download | |
|
_43_fuselage_tail_detail_ 1 (repaired)_FDM.stl |
0.56 MiB | 18 min <1 m | 18 x 37 x 2 | Download | |
|
_44_fuselage_tail_detail_ 2 (repaired)_FDM.stl |
0.56 MiB | 18 min <1 m | 18 x 37 x 2 | Download | |
|
_46_fuselage_battery_cap (repaired)_FDM.stl |
0.41 MiB | 2 h 24 min 1 m | 102 x 57 x 4 | Download | |
|
_47_fuselage_nose_detail_ 2 (repaired)_FDM.stl |
5.69 MiB | 38 min <1 m | 50 x 26 x 4 | Download | |
|
_48_fuselage_nose_detail_ 1 (repaired)_FDM.stl |
5.69 MiB | 38 min <1 m | 50 x 26 x 4 | Download | |
|
_49_tail_torpedo_launcher _glass_red_X2 (repaired)_ FDM.stl |
0.06 MiB | 4 min <1 m | 10 x 10 x 3 | Download | |
|
_51_tail_detail (repaired )_FDM.stl |
3.86 MiB | 54 min 1 m | 51 x 16 x 12 | Download | |
|
_52_tail_detail_pin (repa ired)_FDM.stl |
0.00 MiB | 37 min <1 m | 40 x 20 x 7 | Download | |
|
_56_nose_detail_pin_1 (re paired)_FDM.stl |
0.00 MiB | 8 min <1 m | 5 x 30 x 5 | Download | |
|
_57_nose_detail_pin_2 (re paired)_FDM.stl |
0.00 MiB | 8 min <1 m | 5 x 30 x 5 | Download | |
|
_59_nose_grid (repaired)_ FDM.stl |
0.70 MiB | 10 min <1 m | 44 x 16 x 3 | Download | |
|
_61_nose_engine_left_glas s_red (repaired)_FDM.stl |
0.09 MiB | 2 min <1 m | 10 x 7 x 2 | Download | |
|
_62_nose_engine_right_gla ss_red (repaired)_FDM.stl |
0.09 MiB | 2 min <1 m | 10 x 7 x 2 | Download | |
|
_64_stand_detail_02 (repa ired)_FDM.stl |
6.01 MiB | 11 h 25 min 6 m | 135 x 125 x 23 | Download | |
|
_67_stand_detail_05 (repa ired)_FDM.stl |
0.07 MiB | 2 h 20 min 1 m | 103 x 97 x 10 | Download | |
|
_68_stand_detail_06 (repa ired)_FDM.stl |
0.07 MiB | 2 h 20 min 1 m | 103 x 97 x 10 | Download | |
|
_69_stand_detail_07 (repa ired)_FDM.stl |
0.10 MiB | 8 h 24 min 5 m | 104 x 119 x 10 | Download | |
|
_70_stand_detail_08 (repa ired)_FDM.stl |
0.10 MiB | 8 h 25 min 5 m | 104 x 119 x 10 | Download | |
|
_71_stand_detail_09 (repa ired)_FDM.stl |
0.10 MiB | 8 h 25 min 5 m | 104 x 119 x 10 | Download | |
|
_72_stand_detail_10 (repa ired)_FDM.stl |
0.10 MiB | 8 h 24 min 5 m | 104 x 119 x 10 | Download | |
|
_73_stand_detail_pin_A (r epaired)_FDM.stl |
0.00 MiB | 6 min <1 m | 20 x 5 x 5 | Download | |
|
_74_stand_detail_pin_B_1 (repaired)_FDM.stl |
0.00 MiB | 16 min <1 m | 25 x 15 x 5 | Download | |
|
_75_stand_detail_pin_B_2 (repaired)_FDM.stl |
0.00 MiB | 16 min <1 m | 25 x 15 x 5 | Download | |
|
_76_stand_detail_pin_X4 ( repaired)_FDM.stl |
0.00 MiB | 13 min <1 m | 30 x 10 x 5 | Download | |
|
Keychain (repaired).stl |
0.35 MiB | 23 min <1 m | 30 x 30 x 2 | Download | |
|
Tag (repaired).stl |
1.70 MiB | 1 h 18 min 1 m | 150 x 18 x 5 | Download | |
|
_45_fuselage_battery_cap_ decor_FDM (repaired).stl |
21.97 MiB | 3 h 48 min 2 m | 99 x 52 x 8 | Download | |
|
_01_fuselage_nose_detail_ left (repaired)_FDM.stl |
6.74 MiB | 15 h 49 min 9 m | 119 x 49 x 97 | Download | |
|
_02_fuselage_nose_detail_ right (repaired)_FDM.stl |
6.73 MiB | 15 h 45 min 9 m | 119 x 49 x 97 | Download | |
|
_03_fuselage_nose_detail_ pin_X2 (repaired)_FDM.stl |
0.00 MiB | 12 min <1 m | 48 x 5 x 5 | Download | |
|
_05_central_detail_left ( repaired)_FDM.stl |
9.14 MiB | 42 h 58 min 31 m | 132 x 57 x 133 | Download | |
|
_06_central_detail_right (repaired)_FDM.stl |
9.15 MiB | 42 h 47 min 31 m | 132 x 57 x 133 | Download | |
|
_07_central_detail (repai red)_FDM.stl |
10.85 MiB | 39 h 38 min 26 m | 152 x 51 x 94 | Download | |
|
_08_tail_detail_1 (repair ed)_FDM.stl |
8.21 MiB | 21 h 21 min 15 m | 95 x 50 x 101 | Download | |
|
_09_tail_detail_2 (repair ed)_FDM.stl |
8.18 MiB | 21 h 21 min 15 m | 95 x 50 x 101 | Download | |
|
_13_engine_left (repaired )_FDM.stl |
42.68 MiB | 51 h 47 min 33 m | 187 x 67 x 100 | Download | |
|
_14_engine_right (repaire d)_FDM.stl |
43.06 MiB | 51 h 23 min 33 m | 187 x 67 x 100 | Download | |
|
_15_landing_bay (repaired )_FDM.stl |
1.69 MiB | 8 h 12 min 6 m | 60 x 35 x 62 | Download | |
|
_22_Chaffee_shuttle (repa ired)_FDM.stl |
21.10 MiB | 42 min <1 m | 20 x 10 x 37 | Download | |
|
_27_fuselage_bottom_detai l3 (repaired)_FDM.stl |
0.40 MiB | 2 h 1 min 1 m | 27 x 17 x 90 | Download | |
|
_28_fuselage_bottom_detai l (repaired)_FDM.stl |
0.41 MiB | 1 h 59 min 1 m | 27 x 17 x 90 | Download | |
|
_32_engine_decor_left (re paired)_FDM.stl |
16.73 MiB | 5 h 51 min 3 m | 67 x 101 x 16 | Download | |
|
_35_engine_left_exhaus_gr id (repaired)_FDM.stl |
6.91 MiB | 1 h 3 min <1 m | 51 x 42 x 5 | Download | |
|
_37_engine_right_decor (r epaired)_FDM.stl |
18.36 MiB | 5 h 51 min 3 m | 67 x 101 x 16 | Download | |
|
_40_engine_right_exhaus_g rid (repaired)_FDM.stl |
6.28 MiB | 1 h 1 min <1 m | 51 x 42 x 5 | Download | |
|
_50_fuselage_nose_detail_ center (repaired)_FDM.stl |
0.89 MiB | 20 min <1 m | 18 x 18 x 9 | Download | |
|
_53_tail_detail_pin_X2 (r epaired)_FDM.stl |
0.00 MiB | 6 min <1 m | 5 x 15 x 5 | Download | |
|
_58_nose_battery_cap (rep aired)_FDM.stl |
2.77 MiB | 1 h 25 min 1 m | 44 x 54 x 5 | Download | |
|
_60_nose_detail_glass_blu e (repaired)_FDM.stl |
38.98 MiB | 18 min <1 m | 42 x 14 x 2 | Download | |
|
_63_stand_detail_01 (repa ired)_FDM.stl |
6.10 MiB | 11 h 28 min 6 m | 135 x 126 x 23 | Download | |
|
_65_stand_detail_03 (repa ired)_FDM.stl |
3.77 MiB | 2 h 22 min 1 m | 106 x 56 x 12 | Download | |
|
_66_stand_detail_04 (repa ired)_FDM.stl |
1.31 MiB | 2 h 40 min 2 m | 79 x 39 x 14 | Download | |
|
_54_nose_detail_2_FDM (re paired).stl |
8.63 MiB | 9 h 36 min 7 m | 74 x 42 x 75 | Download | |
|
_55_nose_detail_3_FDM (re paired).stl |
16.18 MiB | 7 h 19 min 4 m | 74 x 38 x 54 | Download | |
|
_18_cental_detail_pin_X2 (repaired)_FDM.stl |
0.00 MiB | 32 min <1 m | 41 x 16 x 7 | Download | |
| ... | |||||
This should take overall.
ABOUT THIS 3D MODEL
"I think you're going to be surprised at how big a punch this little ship has."
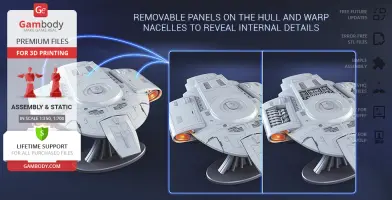
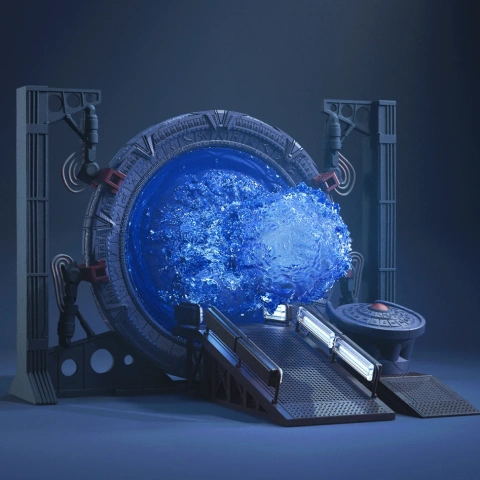
USS Defiant starship, widely popular as the first true Federation warship, deceits the enemy with its petite and streamlined build. But beneath the ablative armour of the unique little warship, unseen firepower is hidden - even the most destructive forces in the entire galaxy should beware!
Meticulously modelled by our contributing 3D artist, the USS Defiant for 3D printing set off the Deep Space 9 station and seeks to join your Star Trek fleet. The pocket battleship can now become an elaborate display piece and inspire fellow Trekkies for new exciting adventures in the 3D printing world.
ADAPTATION FOR 3D PRINTING
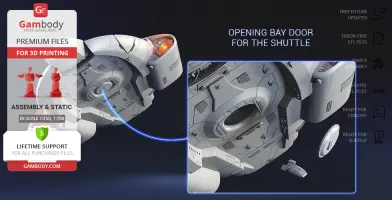
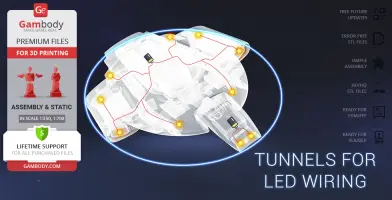
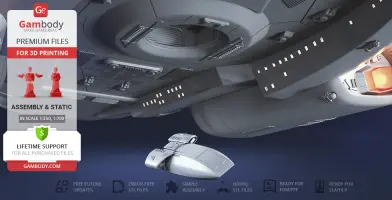
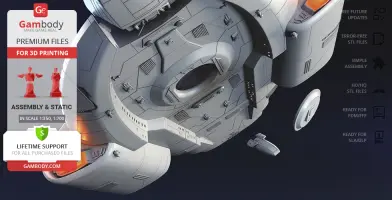
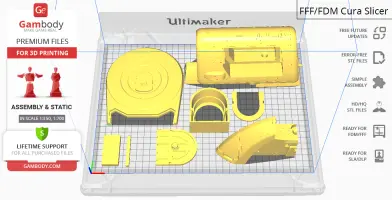
USS Defiant for 3D printing is a static assembly model and its moderation and adaptation for different types of 3D printers took the Gambody team 32 hours in total. For you to receive the cleanest 3D printing result possible and to minimize the amount of filament needed for generated support, the starship was divided into many assembly parts using Gambody smart-cutting methods. The model was equipped with tunnels for LED wiring that will make your display interesting and interactive.
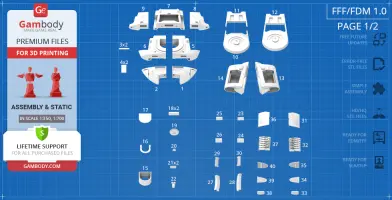
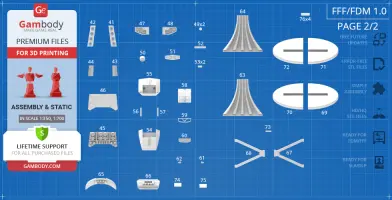
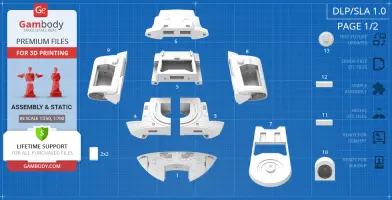
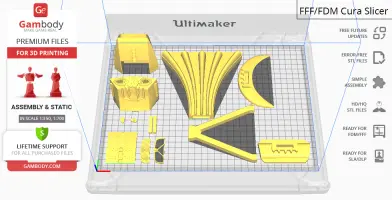
All assembly parts in the FFF/FDM 1.0 version are provided in STL files in recommended positions that were worked out in order to ensure the smoothness of the details’ surfaces after printing and that the 3D printing beginners won't face difficulties when placing the parts on a build plate. When downloading any model's file you will also receive "Assembly Manual" for FFF/FDM 1.0 and DLP/SLA 1.0 versions in PDF format. We highly recommend that you get acquainted with the “Assembly video” and "Assembly Manual" before getting down to the USS Defiant model.
The figurine is saved in STL files, a format supported by most 3D printers. All STL files for 3D printing have been checked in Netfabb and no errors were shown.
The model's scale was calculated from the length of the USS Defiant which is 170 000 mm. The 3D printing model's chosen scales are 1/350 for the FFF/FDM version and 1/700 for the DLP/SLA version.
VERSIONS' SPECIFICATIONS
FFF/FDM 1.0 version features:
DLP/SLA 1.0 version features:
You can get the model of USS Defiant for 3D Printing immediately after the purchase! Just click the green Buy button in the top-right corner of the model’s page. You can pay with PayPal or your credit card.
Watch the tutorial on how to assemble the USS Defiant 3D Printing Model at Gambody YouTube channel.
Also, you may like Star Trek 3D Printing Models, as well as other Space Ships.
_______
FAQ:
Below you can find printing recommendations for Cura, Bambu Lab, Simplify3D, Slic3r and PrusaSlicer software.
Disclaimer: The following printing settings are a recommendation, not an obligation. The parameters can vary depending on the peculiarities of your 3D printer, the material you use, and especially the particular assembly part you are working with. Each part that any model comprises often needs preliminary review, and you are free to tweak the settings the way you find suitable.
Note:
You can scale up the model (downscaling for FFF/FDM 3D printers is not recommended!);
All connectors should be printed at 100% Infill.
These basic 3D printing settings recommendations for beginners were tested in Bambu Studio 1.9.1. Test models were printed on the Bambu Lab A1, Bambu Lab A1 Mini, Creality Ender 3 S1, Anycubic Kobra 2, and Anycubic Vyper using PLA and PETG filaments.
To avoid printing problems, we recommend the following settings: download
These are averaged settings which were tested in the Cura 5.2.1 slicer. Test models were printed on Anycubic Vyper, Creality Ender 3 Pro with PLA filament.
To avoid printing problems, we recommend the following settings: download
These are averaged settings which were tested in the Simplify3D 5.0.0 slicer. Test models were printed on Anycubic Vyper, FLSUN v400, Ender3 S1 with PLA filament.
To avoid printing problems, we recommend the following settings: download
These basic 3D printing settings recommendations for beginners were tested in Slic3r 1.3.0 software. Test models were printed on Ultimaker 2, Creality Ender 3, Creality Cr-10S pro v2, Anycubic I3 Mega, Anycubic I3 MegaS, Anycubic Vyper with PLA and PetG filaments.
To avoid printing problems, we recommend the following settings: download
These basic 3D printing settings recommendations for beginners were tested in PrusaSlicer 2.3.1. Test models were printed on Ultimaker 2, Creality Ender 3, Creality Cr-10S pro v2, Anycubic I3 Mega, Anycubic I3 MegaS, Anycubic Vyper with PLA and PETG filaments.
To avoid printing problems, we recommend the following settings: download
star-trek, spaceship, uss-defiant, uss-enterprise, 23.44, spring
You are about to report USS Defiant 3D Printing Model | Assembly for violating our Terms and Conditions. Please take a few moments to fill in the following information.













Comments