ABOUT THIS BUNDLE
Prepared within Gambody & Anycubic Collaboration, this bundle offer allows you to purchase the new auto-levelling FDM Vyper 3D printer by Anycubic together with a pair of high-quality, highly detailed 3D printing models by Gambody contributing 3D artists. Please, find the details of the collaboration in our official Press Release.
IMPORTANT: On the Checkout page, you will see the ‘Shipping Information’ section where you will need to specify your shipping details. If you happen to have any questions or want to leave any notes, please contact us at support@gambody.com. Your shipping details will be delivered to Anycubic 3D printer manufacturer, who will take care of the Vyper 3D printer’s shipping and provide the tracking number. The delivery of the Vyper 3D printer may be expected approximately within 3 weeks after placing the order.
ABOUT THE 3D PRINTER
Vyper is the newest home FDM 3D Printer by Anycubic that features hassle-free automatic bed-levelling and delivers high-quality results! Gambody team thoroughly tested the unit of the Vyper FDM 3D Printer kindly provided by Anycubic and wrote a complete in-depth review that you can already find on our blog.
Anycubic Official Website features detailed overviews of the printer's most prominent technical specifications that you can get acquainted with.
ABOUT 3D PRINTING MODELS
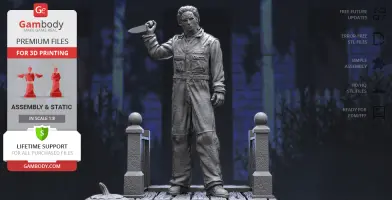
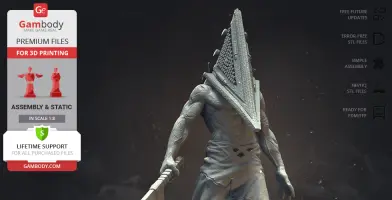
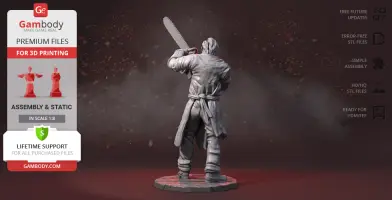
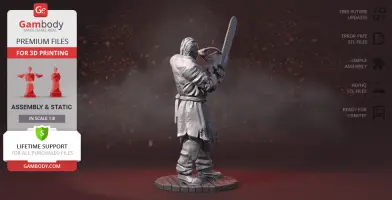
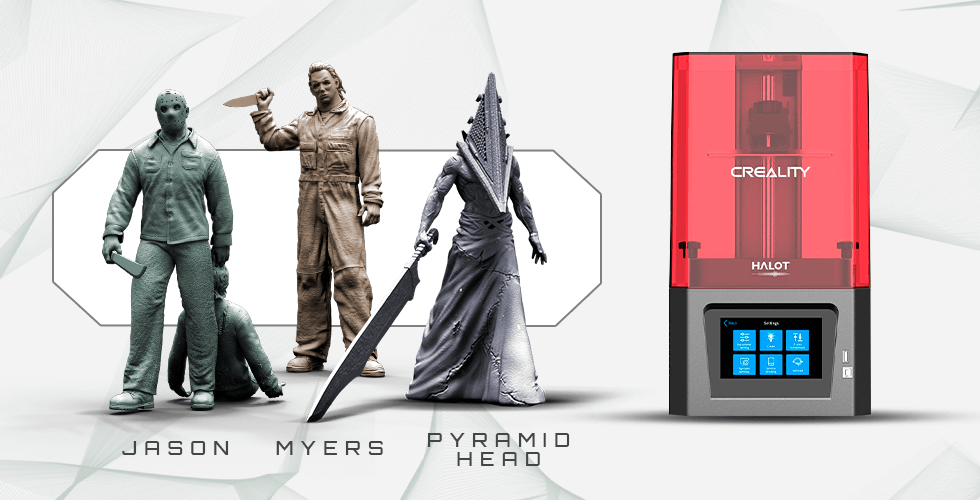
Leatherface, Michael Myers and Pyramid Head figurines are highly detailed 3D printing projects that were created by our talented contributing 3D artists and thoroughly moderated and adapted for 3D printing by Gambody team. This bundle comprises the FFF/FDM versions of both items that are specifically adapted to be printed on FDM 3D printers such as Anycubic Vyper. The process of adaptation presupposes that practical aspects of printing the model using the FFF/FDM technology are taken into account, and the model's scale and cutting are chosen to ensure an optimum result of printing.
3D PRINTING MODELS' SPECIFICATIONS
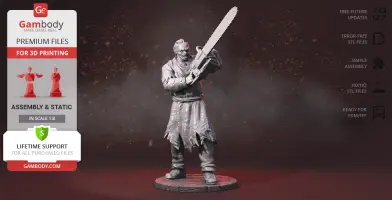
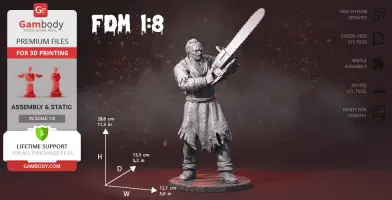
Leatherface 3D Printing Figurines:
FFF/FDM version:
- Contains 17 parts;
- The model's scale is 1:8;
- A printed model is 288 mm tall, 127 mm wide, 133 mm deep;
- Assembly kit includes one lock 17_ge_lock_10H(x1) to attach the figurine's body to legs securely without glue;
- Made with a platform to resemble the wooden floor of the Sawyers' house;
- All parts are divided in such a way that you will print them with the smallest number of support structures.
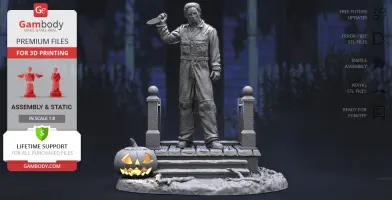
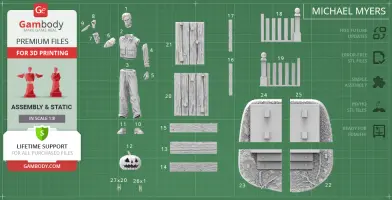
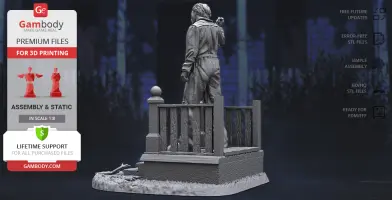
Michael Myers 3D Printing Figurine:
FFF/FDM version:
- Contains 27 parts;
- The model's scale is 1:8;
- A printed model is 287 mm tall, 257 mm wide, 252 mm deep;
- Assembly kit includes locks to connect parts securely without glue. One lock 26_ge_lock_7S(x1) to attach the figurine's body to legs securely without glue needs to be printed once; another lock 27_ge_lock_10H(x20) needs to be printed 20 times;
- Made with a platform to resemble the wooden doorstep of the Michael Myers' house in Haddonfield on Halloween;
- All parts are divided in such a way that you will print them with the smallest number of support structures.
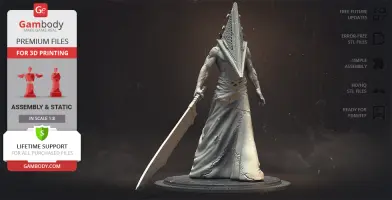
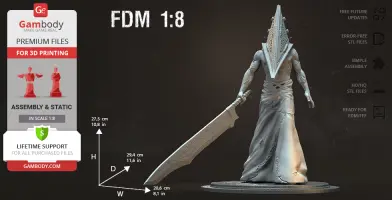
Pyramid Head 3D Printing Figurine:
FFF/FDM version:
- Contains 25 parts;
- The model's scale is 1:8;
- A printed model is 275 mm tall, 206 mm wide, 294 mm deep;
- Assembly kit includes one lock 25_ge_lock_10H(x8) to connect parts of the model securely without glue that needs to be printed 8 times;
- Made with a platform to depict the executioner as if in the middle of Brookhaven Hospital;
- All parts are divided in such a way that you will print them with the smallest number of support structures.
To purchase the bundle comprising Anycubic Vyper FDM 3D Printer, Leatherface 3D Printing Figurine, Michael Myers 3D Printing Figurine and Pyramid Head 3D Printing Figurine click the green Buy button in the top-right corner of the model’s page.
Go to the page of Leatherface 3D Printing Figurine, Michael Myers 3D Printing Figurine and Pyramid Head 3D Printing Figurine to find more details and additional illustrative material!
Generic
These are basic settings that were tested in Cura 4.8.0 slicer. Test models were printed on Anycubic Vyper FDM 3D printer with Anycubic PLA filaments.
Disclaimer: The following printing settings are a recommendation, not an obligation. The parameters can vary depending on the peculiarities of your 3D printer, the material you use and especially the particular assembly part at hand. Each part that any model comprises often needs preliminary review and you are free to tweak the settings the way you find suitable.
Note:
- You can scale up the model (downscaling is not recommended!);
- All connectors should be printed at 100% Infill;
- For all parts of locks (“ge_lock” in “Source files”) you need to change "Brim" type to "Skirt" in Build Plate Adhesion section.
Quality
Layer Height: 0.12 mm (you can also set Layer Height at 0.16 or 0.2mm for 0.4mm nozzles)
Initial Layer Height: 0.2 mm (carefully level the print bed and keep your Initial Layer Height the same as the main Layer Height)
Line Width: 0.4 mm
Wall Line Width: 0.4 mm
Outer Wall Line Width: 0.4 mm
Inner Wall(s) Line Width: 0.4 mm
Top/Bottom Line Width: 0.4 mm
Infill Line Width: 0.4 mm
Skirt/Brim Line Width: 0.4 mm
Support Line Width: 0.4 mm
Initial Layer Line Width: 100%
Shell
Wall Thickness: 0.8 mm
Wall Line Count: 2
Outer Wall Wipe Distance: 0.2 mm
Top Surface Skin Layers: 0
Top/Bottom Thickness: 0.6 mm
Top Thickness: 0.6 mm
Top Layers: 6
Bottom Thickness: 0.6 mm
Bottom Layers: 6
Initial Bottom Layers: 6
Top/Bottom Pattern: Lines
Bottom Pattern Initial Layer: Lines Top/Bottom
Line Directions: [ ]
Outer Wall Inset: 0 mm
Optimize Wall Printing Order: Check
Compensate Wall Overlaps: Check
Compensate Inner Wall Overlaps: Check
Minimum Wall Flow: 0%
Fill Gaps Between Walls: Everywhere
Filter Out Tiny Gaps: Check
Horizontal Expansion: 0 mm
Initial Layer Horizontal Expansion: 0 mm
Hole horizontal expansion: 0
Z Seam Alignment: User Specified
Z Seam Position: Back
Z Seam X: 111.5
Z Seam Y: 300
Seam Corner Preference: Hide Seam
Extra Skin Wall Count: 1
Skin Overlap Percentage: 5%
Skin Overlap 0.02 mm
Infill
Infill Density: 15% (for all smaller parts and for all parts of connectors use 100% Infill)
Infill Pattern: Triangles
Connect Infill Lines: Check
Infill Line Directions: [ ]
Infill X Offset: 0 mm
Infill Y Offset: 0 mm
Infill Line Multiplier: 1
Extra Infill Wall Count: 0
Infill Overlap Percentage: 15%
Infill Overlap: 0.06 mm
Infill Wipe Distance: 0.1 mm
Infill Layer Thickness: 0.1 mm
Gradual Infill Steps: 0
Infill Before Walls: Check
Minimum Infill Area: 0 mm2
Skin Removal Width: 0.8 mm
Top Skin Removal Width: 0.8 mm
Bottom Skin Removal Width: 0.8 mm
Skin Expand Distance: 0.8
Top Skin Expand Distance: 0.8
Bottom Skin Expand Distance: 0.8
Maximum Skin Angle for Expansion: 90˚
Minimum Skin Width for Expansion: 0.0
Skin Edge Support Thickness: 0
Skin Edge Support Layers: 0
Material
Initial Layer Flow: 100%
Printing Temperature: 200°
Initial Printing Temperature: 200°
Final Printing Temperature: 200°
Build Plate Temperature: 60°
Build Plate Temperature Initial Layer: 60°
Flow: 99-101% (Important! If you face difficulty printing the model, you may need to adjust the Flow parameter. You may research the topic using the Internet or seek assistance at our Customer Support Team at support@gambody.com)
Speed
You can increase the printing Speed by 20% when you print simple objects. For small/thin parts you need to decrease the Speed by 25% - 50%.
Print Speed: 60 mm/s
Infill Speed: 60 mm/s
Wall Speed: 60 mm/s
Outer Wall Speed:25 mm/s
Inner Wall Speed: 60 mm/s
Top/Bottom Speed: 25mm/s
Support Speed: 30 mm/s
Support Infill Speed: 45 mm/s
Support Interface Speed: 25 mm/s
Support Roof Speed: 25 mm/s
Support Floor Speed: 25 mm/s
Travel Speed: 80 mm/s
Initial Layer Speed: 15 mm/s
Initial Layer Print Speed: 15 mm/s
Initial Layer Travel Speed: 15 mm/s
Skirt/Brim Speed: 20 mm/s Z
Hop Speed: 10 mm/s
Number of Slower Layers: 2
Enable Acceleration Control: Check
When printing simple objects, you need to set all Acceleration parameters at 500 mm/s. For small/thin parts you need to decrease the Acceleration by 50% - 70%.
Travel
Enable Retraction: Check
Retraction Distance: 6 mm
Retraction Speed: 40 mm/s
Retraction Retract Speed: 40 mm/s
Retraction Prime Speed: 40 mm/s
Retraction Extra Prime Amount: 0 mm3
Retraction Minimum Travel: 1.5 mm
Maximum Retraction Count: 90
Minimum Extrusion Distance Window: 6 - 10 mm
Limit Support Retractions: Check
Combing Mode: All
Max Comb Distance With No Retract: 30 mm
Retract Before Outer Wall: Check
Avoid Printed Parts When Travelling: Check
Avoid Supports When Travelling: Check
Travel Avoid Distance: 0.625 mm
Layer Start X: 0.0 mm
Layer Start Y: 0.0 mm
Z Hop When Retracted: Check
Z Hop Height: 0,5 mm
Cooling
Enable Print Cooling: Check
Fan Speed: 100%
Regular Fan Speed: 100%
Maximum Fan Speed: 100%
Regular/Maximum Fan Speed Threshold: 10 s
Initial Fan Speed: 0%
Regular Fan Speed at Height: 0.36 mm
Regular Fan Speed at Layer: 3
Minimum Layer Time: 5 s
Minimum Speed: 10 mm/s
Support
Generate Support: Check
Support Structure: Normal (you can try using Tree Support Structure if you have difficulty printing any particular assembly part)
Support Placement: Everywhere
Support Overhang Angle: 60° (this parameter can range from 30° to 70° depending on the part at hand)
Support Pattern: Zig Zag
Support Wall Line Count: 1 (stronger support that might be more difficult to remove) 0 (less strong support but is easier to remove)
Support Density: 15%
Support Line Distance: 2.6667 mm
Initial layer support line distance: 2.667 mm
Support Z Distance: 0.15 – 0.2mm
Support Top Distance: 0.15 – 0.2mm
Support Bottom Distance: 0.15 - 0.2
Support X/Y Distance: 0.8-1 mm
Support Distance Priority: Z overrides X/Y
Support Stair Step Height: 0.3 mm
Support Stair Step Maximum Width: 5.0 mm
Support Stair Step Minimum Slope Angle: 10°
Support Join Distance: 2.0 mm
Support Horizontal Expansion: 0.2 mm
Support Infill Layer Thickness: 0.2 mm
Gradual Support Infill Steps: 0
Minimum Support Area: 2 mm
Enable Support Interface: Check (generates additional “pillow” on the support structure that leads to a more even surface, but can be difficult to remove in hard-to-reach areas)
Enable Support Roof: Check
Enable Support Floor: Check
Support Interface Thickness: 0.8 mm
Support Roof Thickness: 0.8 mm
Support Floor Thickness: 0.8 mm
Support Interface Resolution 0.2 mm
Support Interface Density: 50-100%
Support Roof Density: 50-100%
Support Roof Line Distance: 0.8 mm
Support Floor Density: 50-100%
Support Floor line Distance: 0.4 mm
Support Interface Pattern: Concentric
Support Roof Pattern: Concentric (this parameter should differ from Bottom Pattern Initial Layer in “Shell” section)
Support Floor Pattern: Concentric
Minimum Support Interface Area: 10mm
Minimum Support Roof Area: 10 mm
Minimum Support Floor Area: 10 mm
Support Interface Horizontal Expansion: 0.0 mm
Support Roof Horizontal Expansion: 0.0 mm
Support Floor Horizontal Expansion: 0.0 mm
Fan Speed Override: Check
Supported Skin Fan Speed: 100%
Use Towers: Check
Tower Diameter: 4 mm
Minimum Diameter: 3.0 mm
Tower Roof Angle: 65°
Build Plate Adhesion
Build Plate Adhesion Type: Skirt/Brim (For unsteady parts, and those parts that may come unstuck use “Brim”. For bigger assembly parts that have large adhesion area and for all parts of locks and claws that you want to come out clean use "Skirt")
Skirt/Brim Minimum Length: 250 mm
Brim Width: 6 mm
Brim Line Count: 12
Brim Only on Outside: Check
Mesh Fixes
Union Overlapping Volumes: Check
Merged Meshes Overlap: 0.15 mm
Special Modes
Print Sequence: All at Once
Surface Mode: Normal
Experimental
Slicing Tolerance: Middle
Maximum Resolution: 0.01 mm
Flow rate compensation max extrusion offset: 0 mm
Flow rate compensation factor: 100%


























Comments