















This should take overall.

This 3D Figurine consists of files in StereoLithography (.Stl) format that have been optimized for 3D printing.
Before printing the files, we strongly recommend reading the PRINTING DETAILS section.
Dovahkiin 3D Printing Figurine comes in 4 versions for each 3D printer type (FDM/FFF, DLP/SLA, DLP/SLA Eco and SLS). Files for each version are available for download after the purchase.
Detailed information about this model is available in the DESCRIPTION section.
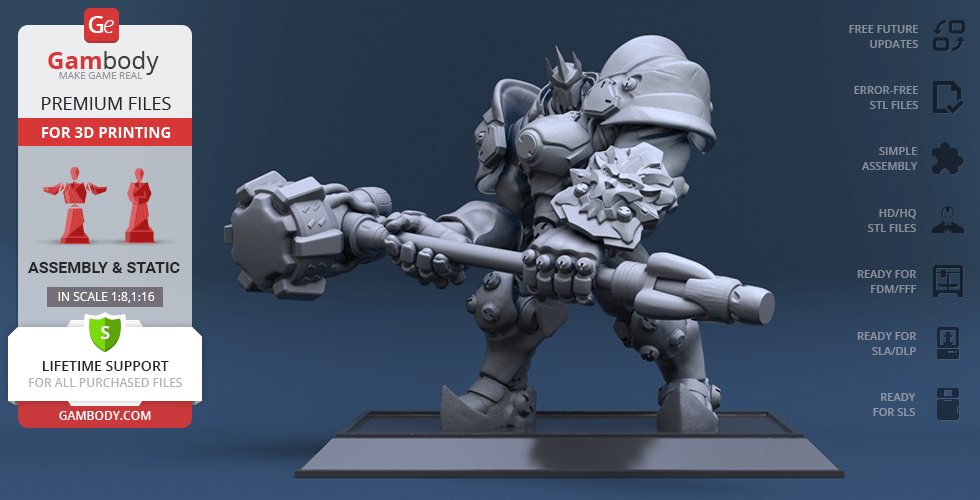
HISTORY OF DOVAHKIIN
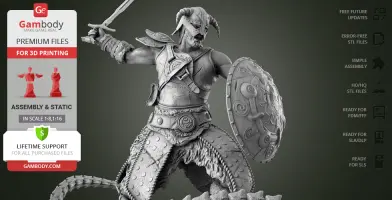
Born 200 years after the fall of the Septims, Dovahkiin is the last Dragonborn, that is a warrior blessed with the Blood of the Dragon by Akatosh himself, the main Deity of the Nine Divines. He was destined to become the savior who would prevent the world being devoured. He was to have been executed just for illegally crossing the border, but the execution was interrupted by the appearance of a dragon. Following his miraculous escape, Dovahkiin faced the Jarl and was assigned to accompany a detachment to the watchtower where the dragon also attacked. After the fight, the dragon died and he, so to speak, absorbed its soul. The hero found out that he had the ability to Dragon Shout and set out on a journey to a monastery on the mountain named Throat of the World following the call of the Greybeards. There he passed the Way of the Voice trials, which drew from an ancient form of spiritual magic that allowed the vital force to manifest itself in the voice. Also, that is where he was told about an ancient prophecy which had foreshadowed the coming of the World Eater, as well as a hero capable of stopping him. After that, he met Paarthurnax, the leader of the elders, who turned out to have the form of a dragon, too. After long conversations with one of the oldest living creatures in Nirn, the Dragonborn discovered the truth that thousands of years before, during the War of the Dragons, Alduin had been defeated by the combined efforts of the Nordic warriors who had mastered the skill of the Voice of Thu’um and had been sent through time streams to the future using the Elder Scroll. He found that Elder Scroll and after reading it, he went back in time to those events and witnessed the casting out of Alduin. With the help of the special shout of Dragonrend, necessary for the victory, he prevented the Devouring of the World and therefore saved it.
ABOUT THIS 3D FIGURINE
The model is saved in STL files, a format supported by most 3D printers.
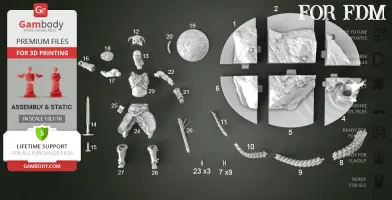
FDM version features:
- Contain 29 parts;
- Assembly kit includes locks. One part of Lock (7_Ge_lock_10H_(x9)) needs to be printed 9 times. One part of Lock (23_Ge_lock_7S_(x3)) needs to be printed 3 times;
- Made with divided sword, iron helmet and shield;
- Made with a special platform styled as a scene of the character’s battle with a dragon;
- All parts are divided in such a way that you will print them with the smallest number of support structures.
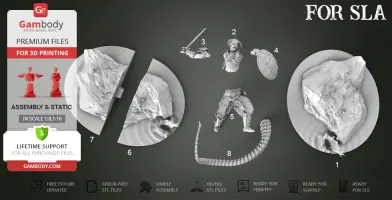
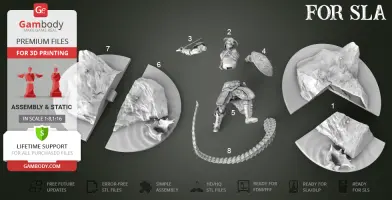
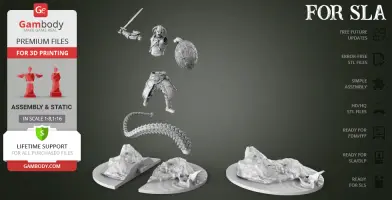
DLP/SLA version features:
- Same as FDM but smaller, also made as 8 parts;
- Contain 2 variants of platfrom solid and divided into 2 pieces;
DLP/SLA Eco version features:
- Same as the DLP/SLA version, but contains parts hollowed out to save resin;
SLS version features:
- Same as SLA but made as 2 parts to save your material;
All STL files for 3D printing have been checked in Netfabb and no errors were shown.
Note: Before starting 3D printing the model, read the Printing Details for CURA 3.4.1, Simplify3D or Slic3r Software.
There are 29 parts for FFF/FDM version, 8 parts for DLP/SLA and for DLP/SLA Eco versions, 2 parts for SLS.
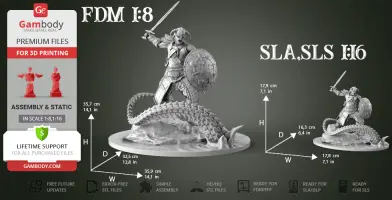
Scale: Dovahkiin actual height is 1910 mm. The model’s chosen scale is 1/8 for the FDM version and 1/16 for the DLP/SLA/SLS version.
FFF/FDM version dimensions:
A printed model is 357 mm tall, 359 mm wide, 325 mm deep;
DLP/SLA/SLS version dimensions:
A printed model is 179 mm tall, 178 mm wide, 163 mm deep;
- Has few details, to keep printing costs down.
WHAT WILL YOU GET AFTER PURCHASE?
- STL files of Dovahkiin 3D Figurine for 3D printing which consist of 47 parts;
- 4 versions of files for this model for FFF/FDM, DLP/SLA, DLP/SLA Eco and SLS;
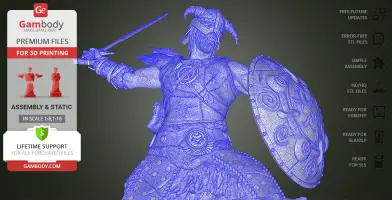
- High-poly detailed figurine of Dovahkiin;
- Detailed settings that we provide for Cura 3.4.1, Simplify3D and Slic3r for the best print;
- Full technical support from the Gambody Support Team.
You can get Model of Dovahkiin for 3D Printing right now! Just click the green Buy button in the top-right corner of the model’s page. You can pay with PayPal or your credit card.
Watch the tutorial on how to assemble Dovahkiin 3D Printing Figurine at Gambody YouTube channel.
Also, you may like other Heroes 3D Printing Figurines.
_______
FAQ:
Where can I print a model if I have no printer?
How to get started with 3D printing?
How to set up my 3D printer?
How to choose right 3D model print bed positioning?
How to paint printed figurine?
Below you can find printing recommendations for Cura, Bambu Lab, Simplify3D, Slic3r and PrusaSlicer software.
Disclaimer: The following printing settings are a recommendation, not an obligation. The parameters can vary depending on the peculiarities of your 3D printer, the material you use, and especially the particular assembly part you are working with. Each part that any model comprises often needs preliminary review, and you are free to tweak the settings the way you find suitable.
Note:
You can scale up the model (downscaling for FFF/FDM 3D printers is not recommended!);
All connectors should be printed at 100% Infill.
These basic 3D printing settings recommendations for beginners were tested in Bambu Studio 1.9.5. Test models were printed on the Bambu Lab A1, Bambu Lab A1 Mini, Creality Ender 3 S1, Anycubic Kobra 2, and Anycubic Vyper using PLA and PETG filaments.
To avoid printing problems, we recommend the following settings: download
These are averaged settings which were tested in the Cura 5.8.1 slicer. Test models were printed on Anycubic Vyper, Creality Ender 3 Pro with PLA filament.
To avoid printing problems, we recommend the following settings: download
These are averaged settings which were tested in the Simplify3D 5.0.0 slicer. Test models were printed on Anycubic Vyper, FLSUN v400, Ender3 S1 with PLA filament.
To avoid printing problems, we recommend the following settings: download
These basic 3D printing settings recommendations for beginners were tested in Slic3r 1.3.0 software. Test models were printed on Ultimaker 2, Creality Ender 3, Creality Cr-10S pro v2, Anycubic I3 Mega, Anycubic I3 MegaS, Anycubic Vyper with PLA and PetG filaments.
To avoid printing problems, we recommend the following settings: download
These basic 3D printing settings recommendations for beginners were tested in PrusaSlicer 2.3.1. Test models were printed on Ultimaker 2, Creality Ender 3, Creality Cr-10S pro v2, Anycubic I3 Mega, Anycubic I3 MegaS, Anycubic Vyper with PLA and PETG filaments.
To avoid printing problems, we recommend the following settings: download
You are about to report Dovahkiin 3D Printing Figurine | Assembly for violating our Terms and Conditions. Please take a few moments to fill in the following information.




















Comments