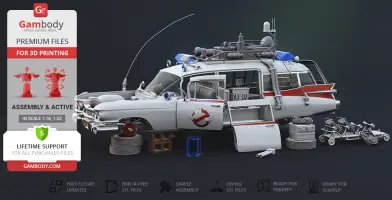
This 3D Model of the Ecto-1 from Ghostbusters consists of files in StereoLithography (.Stl) format that is optimized for 3D printing.
Before printing the files, we strongly recommend reading the PRINTING DETAILS section.
WHAT WILL YOU GET AFTER PURCHASE?
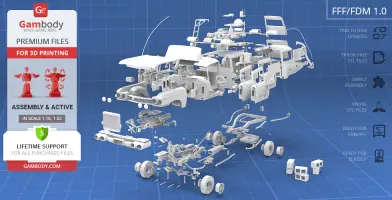
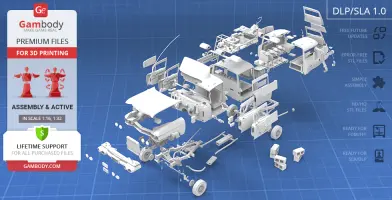
2 versions of Ectomobile STL files for FFF/FDM and DLP/SLA - files for all versions are available for download after the purchase
STL files of high-poly Ghostbusters Car 3D Model for 3D printing consist of 294 parts
Sizes:
FFF/FDM: 217 mm tall, 179 mm wide, 476 mm deep
DLP/SLA: 108 mm tall, 90 mm wide, 238 mm deep
AssemblyManual for FFF/FDM 1.0 and DLP/SLA 1.0 versions in PDF format
Detailed settings that we provide as a recommendation for Cura, Simplify3D, Slic3r and PrusaSlicer for the best print- Full technical support from the Gambody Support Team
Detailed information about this 3D printing model is available in the DESCRIPTION section.
“If there's something strange in your neighborhood, who you gonna call? Ghostbusters!”
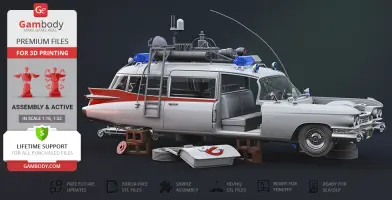
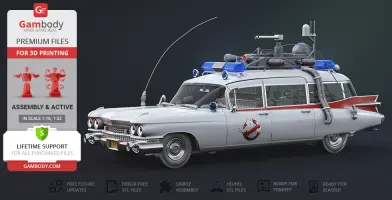
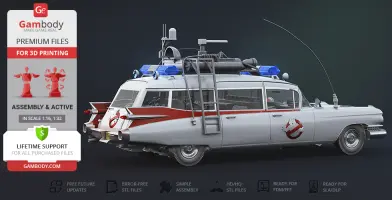
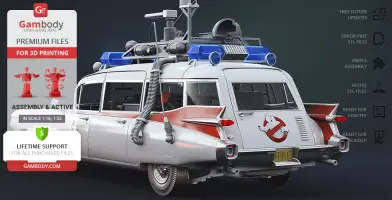
No spook, specter, or haunt will ever be safe again thanks to the team of brave Ghostbusters! The eccentric parapsychologists, or even heroes, guard the peace of New York City using their wit and high-tech equipment. So once an emergency occurs, they jump into the flashy Ecto-1 vehicle and appear at the supernatural crime scene in a blink of an eye!
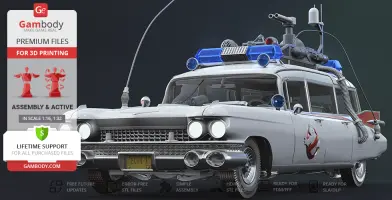
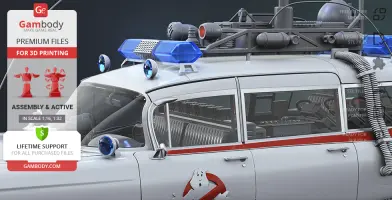
Ecto-1, so popular among fans for decades, become an object of our 3D artist’s admiration. The author based the legendary silhouette on the Miller-Meteor Futura Ambulance running on 1959 Cadillac Professional Chassis and enhanced it with various gadgets just like Dr Ray Stantz. The spacious vehicle boasts authentic active suspension, a wild-looking engine, an incredibly detailed interior, lots of warning lights and Ghostbusters’ infamous equipment for you to explore. Are you up for this ghostly challenge?
ADAPTATION FOR 3D PRINTING
Ecto-1 for 3D printing is an active assembly model and its moderation and adaptation for different types of 3D printers took the Gambody team 65 hours in total.
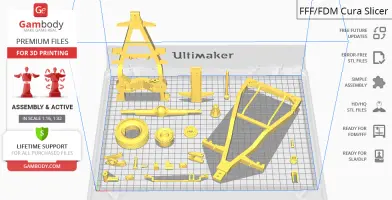
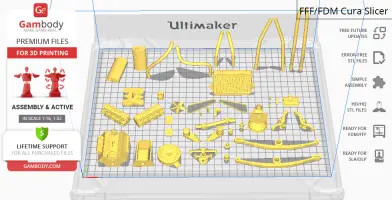
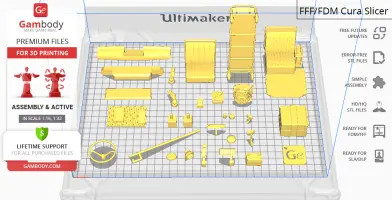
For you to receive the cleanest 3D printing result possible and minimize the amount of filament needed for generated support, the craft was divided into convenient assembly parts.
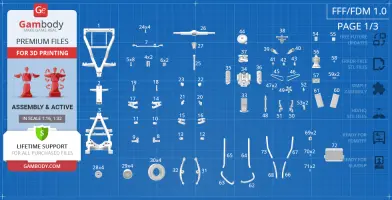
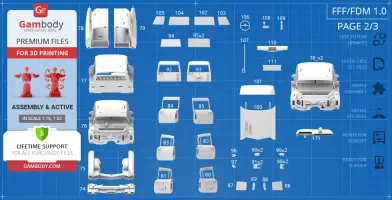
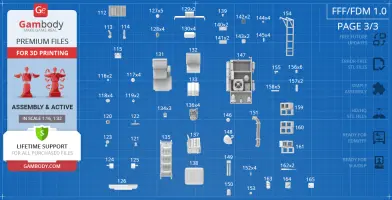
All assembly parts in the FFF/FDM 1.0 version are provided in STL files in recommended positions that were worked out in order to ensure the smoothness of the details’ surfaces after printing and that the 3D printing beginners won't face difficulties when placing the parts on a build plate. When downloading any model's file you will also receive "Assembly Manual" for FFF/FDM 1.0 and DLP/SLA 1.0 versions in PDF format. We highly recommend that you get acquainted with the “Assembly video” and "Assembly Manual" before getting down to the Ecto-1 model.
The model is saved in STL files, a format supported by most 3D printers. All STL files for 3D printing have been checked in Netfabb and no errors were shown.The model’s scale was calculated fromthe length of Ecto-1 which is approximately 7650mm. The 3D printing model’s chosen scales are 1:16 for the FFF/FDM version and 1:32 for the DLP/SLA versions.
VERSIONS' SPECIFICATIONS
FFF/FDM 1.0 version features:
Contains 171 parts;
A printed model is 217 mm tall, 179 mm wide, 476 mm deep;
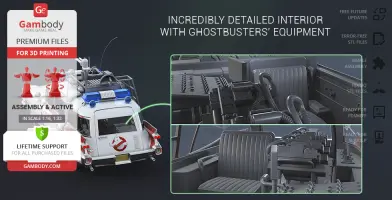
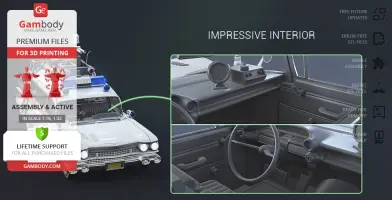
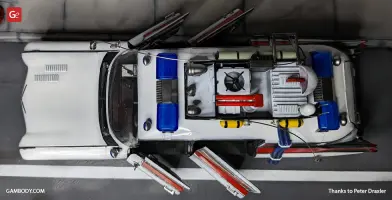
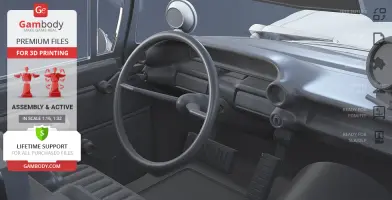
Incredibly detailed interior with Ghostbusters’ equipment;
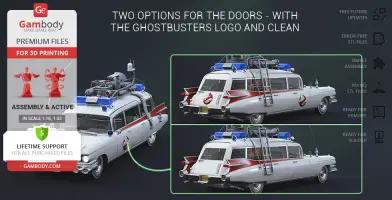
Two options for the doors - with the Ghostbusters logo and clean;
Complex activesuspension;
You can 3D print static spring plugs for the front wheels’ suspension or replace them with real springs;
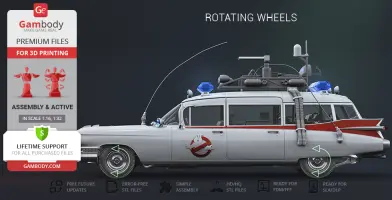
Rotating wheels;
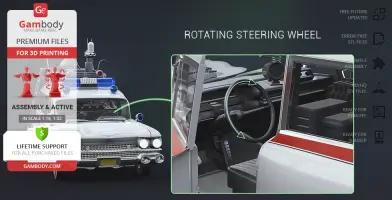
Rotating steeringwheel;
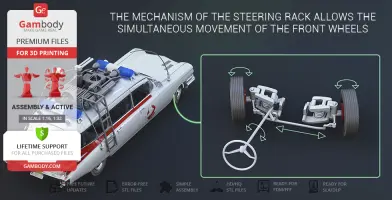
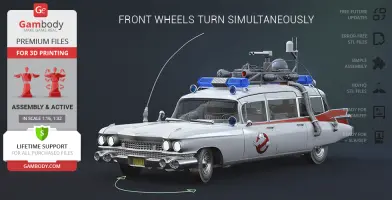
The mechanism of the steering rack allows the simultaneous movement of the front wheels;
Opening doors. To open the rear passenger door, open the front door first;
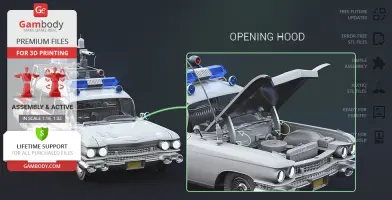
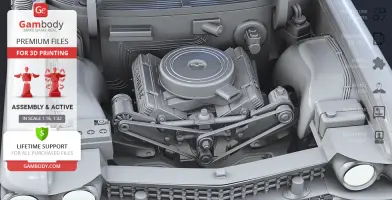
Opening hood;
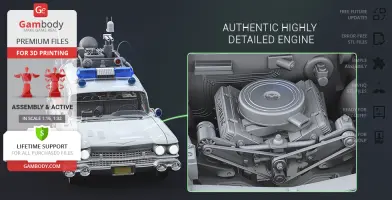
Authentic highly detailed engine;
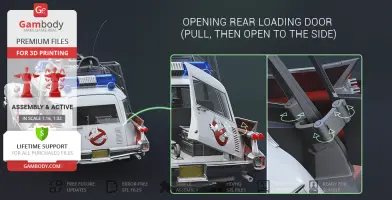
Opening rear loading door. To open it, first pull it out and then move to the side;
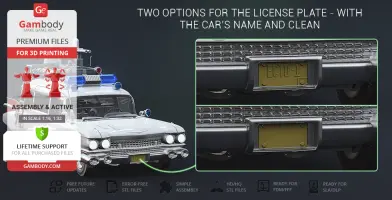
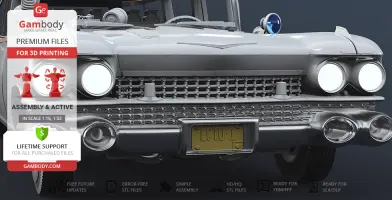
Two options for the license plate - with the car’s name and clean;
The assembly of the model requires pins made out of short pieces of regular 1.75 mm filament;
The windows are provided as separate assembly parts to be printed using transparent material (use clear resin for the best result);
The tires are provided as separate assembly parts to be printed using flexible material;
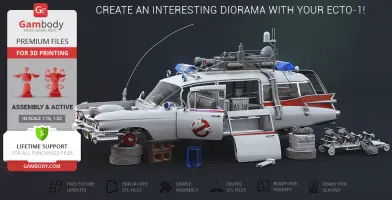
You can create a diorama by disassembling Ecto-1 and propping it on the bricks that come included in the STL files;
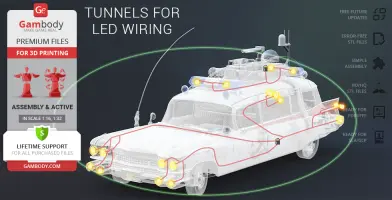
You can introduce LED wiring to the headlights, taillights, rooftoplights, etc.; the battery can be stored inside the boxes on the rooftop and inside the car next to the left rear door;
All parts are divided in such a way that you will print them with the smallest number of support structures.
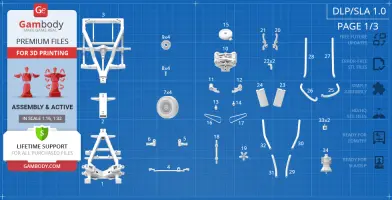
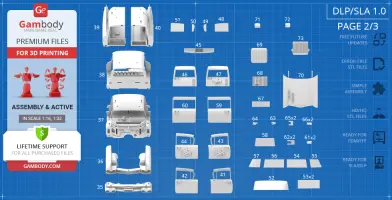
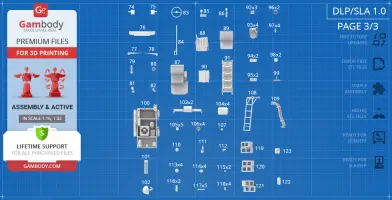
DLP/SLA 1.0 version features:
Contains 123 parts;
A printed model is 108 mm tall, 90 mm wide, 238 mm deep;
Incredibly detailed interior with Ghostbusters’ equipment;
Two options for the doors - with the Ghostbusters logo and clean;
Static suspension;
Rotating wheels;
Rotating steeringwheel;
Opening doors. To open the rear door, open the front door first;
Opening hood;
Authentic highly detailed engine;
Opening rear loading door. To open it, first pull it out and then move to the side;
Two options for the license plate - with the car’s name and clean;
The assembly of the model requires pins made out of short pieces of regular paper clips;
The windows are provided as separate assembly parts to be printed using transparent material;
You can create a diorama by disassembling Ecto-1 and propping it on the bricks that come included in the STL files;
You can introduce LED wiring to the headlights, taillights, rooftoplights, etc.; the battery can be stored inside the boxes on the rooftop and inside the car next to the left rear door;
All parts are divided in such a way to fit the build plates and to ensure that support structures are generated where needed.
You can get the model of Ecto-1 for 3D Printing immediately after the purchase! Just click the green Buy button in the top-right corner of the model’s page. You can pay with PayPal or your credit card.
Below you can find printing recommendations for Cura, Bambu Studio, Simplify3D, Slic3r and PrusaSlicer software.
Disclaimer: The following printing settings are a recommendation, not an obligation. The parameters can vary depending on the peculiarities of your 3D printer, the material you use, and especially the particular assembly part you are working with. Each part that any model comprises often needs preliminary review, and you are free to tweak the settings the way you find suitable.
Note:
You can scale up the model (downscaling for FFF/FDM 3D printers is not recommended!);
All connectors should be printed at 100% Infill.
Bambu Lab printing recommendations:
These basic 3D printing settings recommendations for beginners were tested in Bambu Studio 1.9.1. Test models were printed on the Bambu Lab A1, Bambu Lab A1 Mini, Creality Ender 3 S1, Anycubic Kobra 2, and Anycubic Vyper using PLA and PETG filaments.
To avoid printing problems, we recommend the following settings:download
Cura printing recommendations:
These are averaged settings which were tested in the Cura 5.2.1 slicer. Test models were printed on Anycubic Vyper, Creality Ender 3 Pro with PLA filament.
To avoid printing problems, we recommend the following settings:download
Simplify3D printing recommendations:
These are averaged settings which were tested in the Simplify3D 5.0.0 slicer. Test models were printed on Anycubic Vyper, FLSUN v400, Ender3 S1 with PLA filament.
To avoid printing problems, we recommend the following settings:download
Slic3r printing recommendations:
These basic 3D printing settings recommendations for beginners were tested in Slic3r 1.3.0 software. Test models were printed on Ultimaker 2, Creality Ender 3, Creality Cr-10S pro v2, Anycubic I3 Mega, Anycubic I3 MegaS, Anycubic Vyper with PLA and PetG filaments.
To avoid printing problems, we recommend the following settings:download
PrusaSlicer printing recommendations:
These basic 3D printing settings recommendations for beginners were tested in PrusaSlicer 2.3.1. Test models were printed on Ultimaker 2, Creality Ender 3, Creality Cr-10S pro v2, Anycubic I3 Mega, Anycubic I3 MegaS, Anycubic Vyper with PLA and PETG filaments.
To avoid printing problems, we recommend the following settings:download
You are about to report Ecto-1 3D Printing Model | Assembly + Active for violating our
Terms and Conditions.
Please take a few moments to fill in the following information.
Welcome!
We're glad you're here! Before you continue, let's set a few preferences to improve your experience on our marketplace. By clicking "Sure, go ahead", you agree to our use of cookies to make your visit more enjoyable and personalized. This helps us offer you tailored product recommendations and relevant marketing content. Enjoy your time with Gambody, and thank you for choosing us!
























































Comments