






This should take overall.

This 3D Model of Gollum from Lord of the Rings consists of files in StereoLithography (.Stl) format that is optimized for 3D printing.
Before printing the files, we strongly recommend reading the PRINTING DETAILS section.
WHAT WILL YOU GET AFTER PURCHASE?
Detailed information about these 3D printer files is available in the DESCRIPTION section.

|
|||||
|---|---|---|---|---|---|
| File Name | File Size | Time / Filament | Object Size (x/y/z mm) |
||
|
1_Head_FDM (repaired).stl |
55.98 MiB | 1 h 52 min 1 m | 31 x 37 x 37 | Download | |
|
2_Body_FDM (repaired).stl |
82.34 MiB | 2 h 57 min 2 m | 34 x 40 x 59 | Download | |
|
3_Hand_R_FDM (repaired).s tl |
17.77 MiB | 24 min <1 m | 15 x 11 x 26 | Download | |
|
4_Arm_R_FDM (repaired).st l |
15.71 MiB | 1 h 4 min 1 m | 30 x 30 x 42 | Download | |
|
5_Arm_L_FDM (repaired).st l |
16.18 MiB | 1 h 23 min 1 m | 27 x 25 x 79 | Download | |
|
6_Skirt_2_FDM (repaired). stl |
23.82 MiB | 30 min <1 m | 22 x 10 x 30 | Download | |
|
7_Skirt_Front_FDM (repair ed).stl |
23.19 MiB | 24 min <1 m | 21 x 14 x 30 | Download | |
|
8_Legs_FDM (repaired).stl |
34.84 MiB | 4 h 23 min 3 m | 70 x 67 x 71 | Download | |
|
9_Foot_R_FDM (repaired).s tl |
28.60 MiB | 26 min <1 m | 15 x 33 x 15 | Download | |
|
10_Foot_L_FDM (repaired). stl |
27.57 MiB | 31 min <1 m | 15 x 39 x 16 | Download | |
|
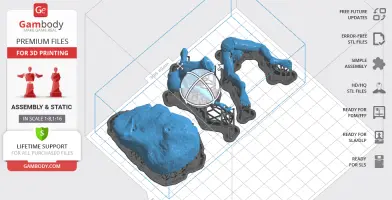
11_Platform_FDM (repaired ).stl |
26.62 MiB | 19 h 19 min 11 m | 131 x 90 x 56 | Download | |
| ... | |||||
This should take overall.
ABOUT THIS 3D MODEL
Gollum is one of the key characters in the iconic book by John R. Tolkien. This creature used to be a simple hobbit called Smeagol who lived an ordinary hobbit life. But that was until he found a ring at the lake bottom when fishing with his brother. Smeagol wanted this ring for himself, but his brother refused to give it away, and so Smeagol killed him. He could not part with his precious possession, because the One Ring captures the mind of the one who owns it, which is exactly what happened to Smeagol. He was cast out of his village and disappeared in the Misty Mountains, in the dark of underground caves. The Ring extended his life, and for almost 500 years he lived on an islet of an underground lake in the mountains. The heroes he met spared his life because they believed that he could still play an important role. As a result, when Frodo could not force himself to throw the Ring into the lava to destroy it, Gollum attacked him and bit off his finger with the Ring on it. However, after a careless move he himself fell into the mouth of the volcano with the Ring in his hand and thereby destroyedˇ the dark Lord of the Rings, Sauron, whose spirit was kept in the Ring.
ADAPTATION FOR 3D PRINTING
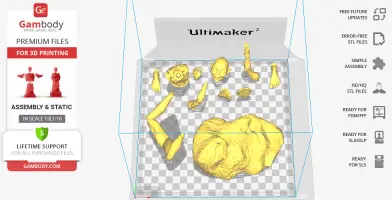
The model is saved in STL files, a format supported by most 3D printers.
FFF/FDM 1.0 version features:
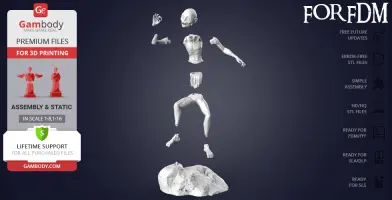
DLP/SLA 1.0 version features:
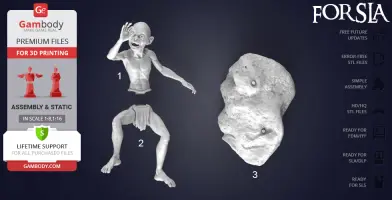
SLS 1.0 version features:
Note: Before starting 3D printing the model, read the Printing Details for Cura, Bambu Studio, Simplify3D, Slic3r and PrusaSlicer.
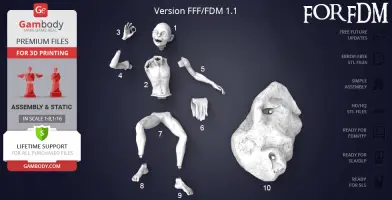
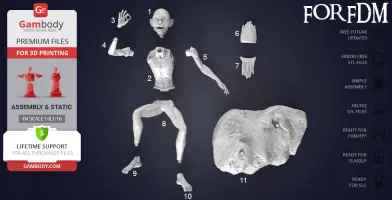
There are 11 parts for FFF/FDM 1.0 version, 3 parts for DLP/SLA 1.0 version and 1 part for SLS 1.0.
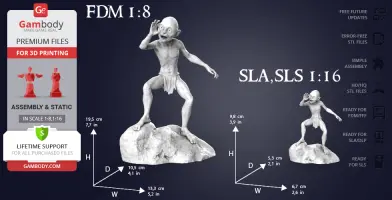
Scale: Gollum height is 1070 mm. The scale of this model made in proportion to it. 1/8 for FFF/FDM 1.0 version and 1/16 for DLP/SLA 1.0 and SLS 1.0 versions.
FFF/FDM 1.0 version dimensions:
SLA/DLP 1.0 and SLS 1.0 version dimensions:
You can get Gollum for 3D Printing right now! Just click the green Buy button in the top-right corner of the model’s page. You can pay with PayPal or your credit card.
Watch the tutorial on how to assemble Gollum 3D Printer Model at Gambody YouTube channel.
Also, you may like other Lord of the Rings 3D Printing Designs.
________________________
Now this model contains a new loincloth, which is held in place without glue and can be printed with the smallest amount of support. STL files with updated files are already available for download in “Source files” tab FFF/FDM 1.1 Version.
_______
FAQ:
Where can I print a model if I have no printer?
How to get started with 3D printing?
Below you can find printing recommendations for Cura, Bambu Studio, Simplify3D, Slic3r and PrusaSlicer software.
Disclaimer: The following printing settings are a recommendation, not an obligation. The parameters can vary depending on the peculiarities of your 3D printer, the material you use, and especially the particular assembly part you are working with. Each part that any model comprises often needs preliminary review, and you are free to tweak the settings the way you find suitable.
Note:
You can scale up the model (downscaling for FFF/FDM 3D printers is not recommended!);
All connectors should be printed at 100% Infill.
These basic 3D printing settings recommendations for beginners were tested in Bambu Studio 1.9.5. Test models were printed on the Bambu Lab A1, Bambu Lab A1 Mini, Creality Ender 3 S1, Anycubic Kobra 2, and Anycubic Vyper using PLA and PETG filaments.
To avoid printing problems, we recommend the following settings: download
These are averaged settings which were tested in the Cura 5.8.1 slicer. Test models were printed on Anycubic Vyper, Creality Ender 3 Pro with PLA filament.
To avoid printing problems, we recommend the following settings: download
These are averaged settings which were tested in the Simplify3D 5.0.0 slicer. Test models were printed on Anycubic Vyper, FLSUN v400, Ender3 S1 with PLA filament.
To avoid printing problems, we recommend the following settings: download
These basic 3D printing settings recommendations for beginners were tested in Slic3r 1.3.0 software. Test models were printed on Ultimaker 2, Creality Ender 3, Creality Cr-10S pro v2, Anycubic I3 Mega, Anycubic I3 MegaS, Anycubic Vyper with PLA and PetG filaments.
To avoid printing problems, we recommend the following settings: download
These basic 3D printing settings recommendations for beginners were tested in PrusaSlicer 2.3.1. Test models were printed on Ultimaker 2, Creality Ender 3, Creality Cr-10S pro v2, Anycubic I3 Mega, Anycubic I3 MegaS, Anycubic Vyper with PLA and PETG filaments.
To avoid printing problems, we recommend the following settings: download
horror, cinema, hobbit, sauron, mordor, hhd, lord-of-the-rings, one-ring, lotr, gollum, frodo, misty-mountain
You are about to report Gollum & His Precious 3D Printer Files | Assembly for violating our Terms and Conditions. Please take a few moments to fill in the following information.
















Comments