

















This should take overall.

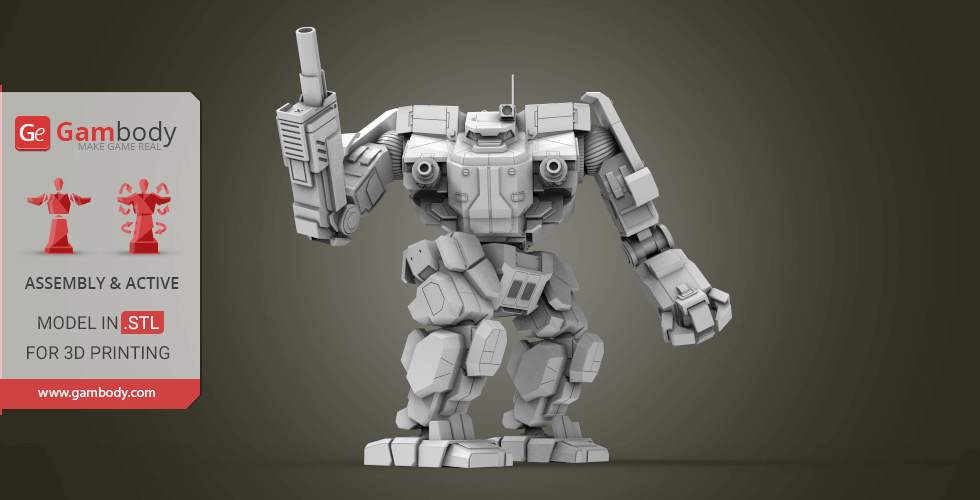
This 3D model consists of files in StereoLithography (.Stl) format that have been optimized for 3D printing.
Before printing the files, we strongly recommend reading the PRINTING DETAILS section.
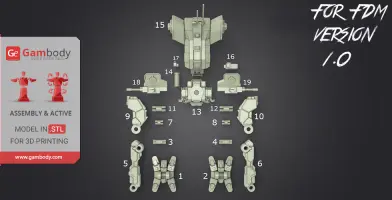
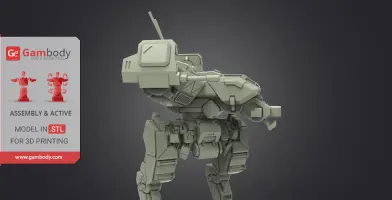
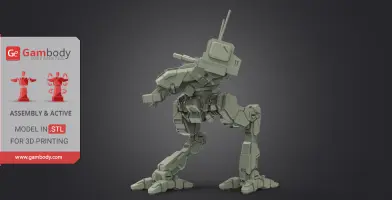
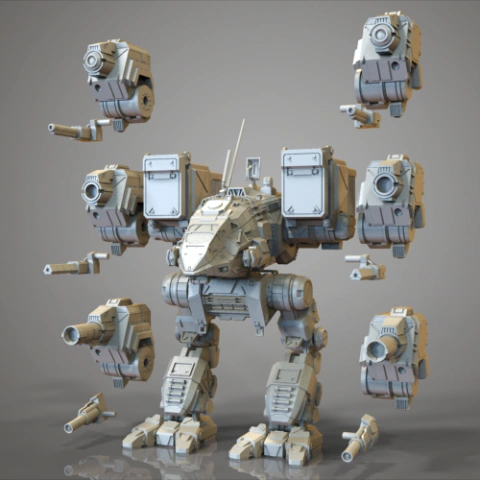
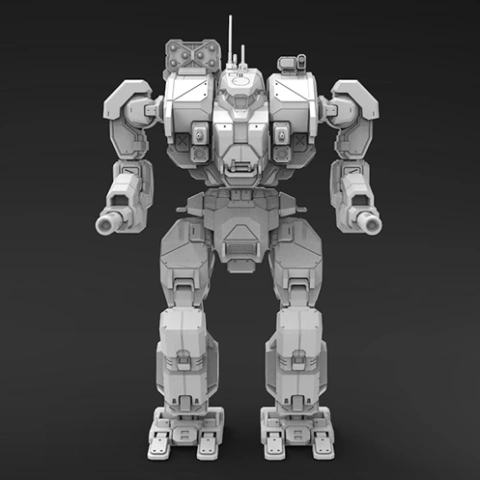
Version 1 and Version 2 are the files for Locust BattleMech 3D model optimized for 3D printing, the preview pictures of which you see above.
It is recommended:

|
|||||
|---|---|---|---|---|---|
| File Name | File Size | Time / Filament | Object Size (x/y/z mm) |
||
|
1_leg_1_R (repaired).stl |
1.83 MiB | 1 h 11 min 1 m | 29 x 44 x 15 | Download | |
|
2_leg_1_L (repaired).stl |
1.83 MiB | 1 h 11 min 1 m | 29 x 44 x 15 | Download | |
|
3_ge_connector_leg_1_R (r epaired).stl |
0.07 MiB | 6 min <1 m | 15 x 5 x 5 | Download | |
|
4_ge_connector_leg_1_L (r epaired).stl |
0.07 MiB | 6 min <1 m | 15 x 5 x 5 | Download | |
|
5_leg_2_R (repaired).stl |
2.79 MiB | 1 h 3 min 1 m | 38 x 54 x 12 | Download | |
|
6_leg_2_L (repaired).stl |
2.79 MiB | 1 h 3 min 1 m | 38 x 54 x 12 | Download | |
|
7_Ge_connector_leg_2_R (r epaired).stl |
0.06 MiB | 5 min <1 m | 9 x 5 x 5 | Download | |
|
8_Ge_connector_leg_2_L (r epaired).stl |
0.06 MiB | 5 min <1 m | 9 x 5 x 5 | Download | |
|
9_leg_3_R (repaired).stl |
1.13 MiB | 54 min 1 m | 27 x 46 x 14 | Download | |
|
10_leg_3_L (repaired).stl |
1.13 MiB | 54 min 1 m | 27 x 46 x 14 | Download | |
|
11_Ge_connector_pelvis_R (repaired).stl |
0.06 MiB | 7 min <1 m | 16 x 7 x 7 | Download | |
|
12_Ge_connector_pelvis_L (repaired).stl |
0.06 MiB | 7 min <1 m | 16 x 7 x 7 | Download | |
|
13_pelvis (repaired).stl |
3.28 MiB | 2 h 12 min 1 m | 43 x 32 x 22 | Download | |
|
14_ge_connector_body (rep aired).stl |
0.05 MiB | 7 min <1 m | 17 x 6 x 6 | Download | |
|
16_gun_mini_1_L (repaired ).stl |
0.27 MiB | 9 min <1 m | 8 x 17 x 10 | Download | |
|
17_gun_mini_2_R (repaired ).stl |
0.13 MiB | 3 min <1 m | 6 x 5 x 7 | Download | |
|
18_gun_1_R (repaired).stl |
0.48 MiB | 40 min <1 m | 48 x 24 x 15 | Download | |
|
19_gun_1_L (repaired).stl |
0.48 MiB | 40 min <1 m | 48 x 24 x 15 | Download | |
|
15_body (repaired).stl |
7.74 MiB | 8 h 20 min 5 m | 68 x 75 x 69 | Download | |
| ... | |||||
This should take overall.
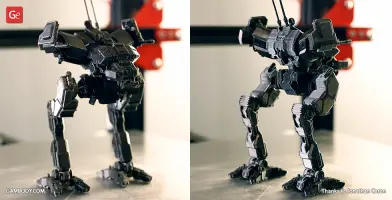
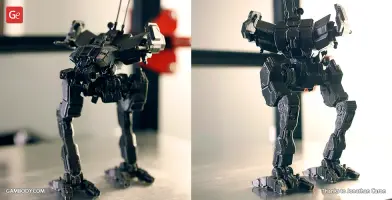
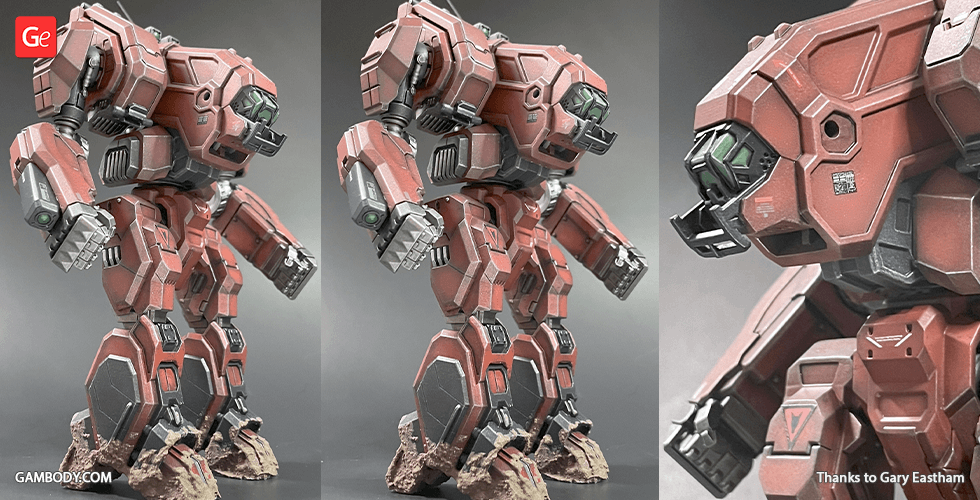
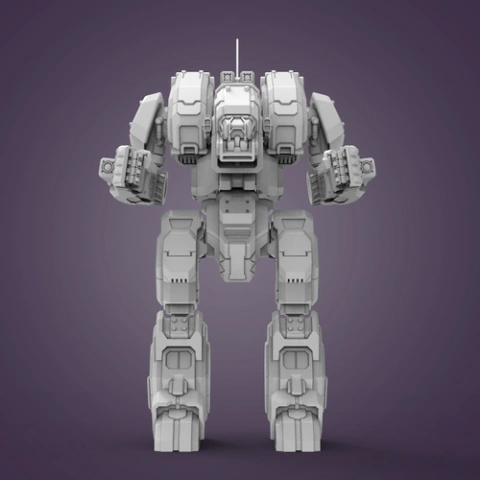
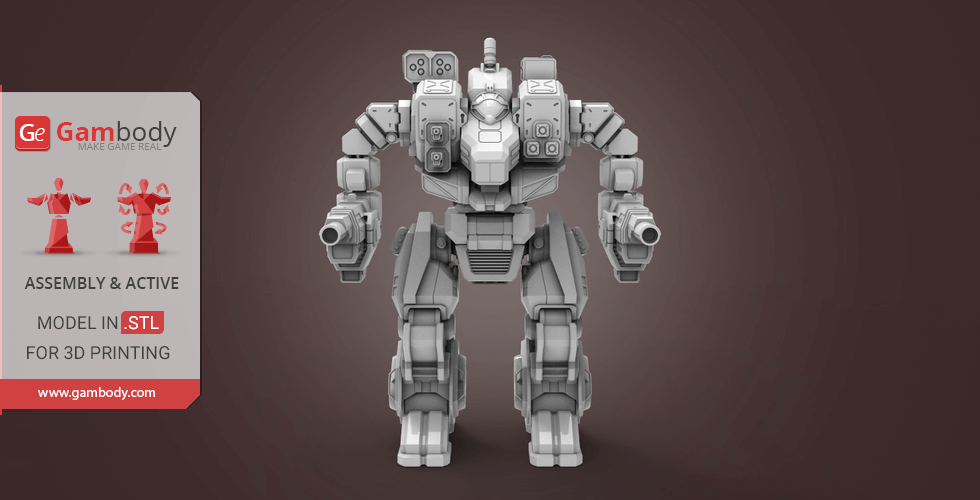
Meet Locust! Super fast fighting BattleMech!
First it was introduced by Bergan Industries in 2499. The smallest Mech ever built. Locust was designed for reconnaissance and quick strike missions, using its excellent speed to outrun most enemies. In a situation where it was unable to outrun its enemies, the Mech did have a light array of weapons.
Technical specifications
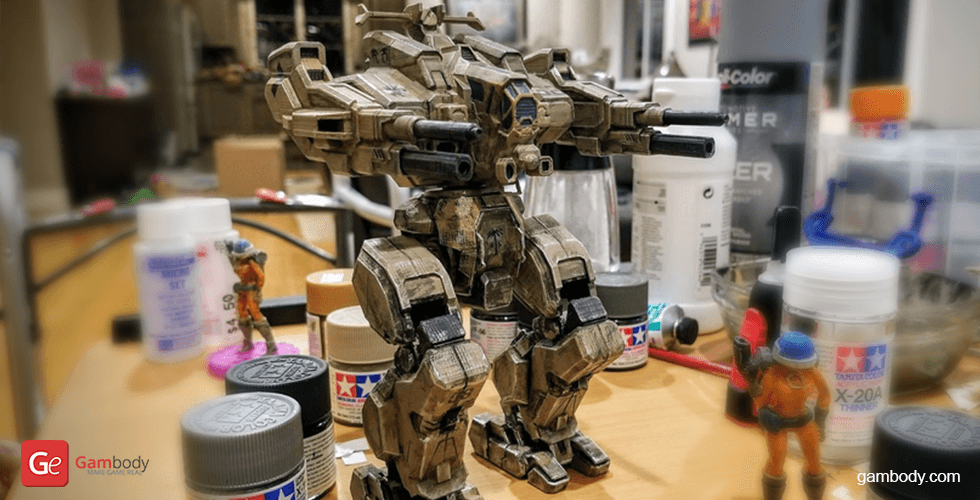
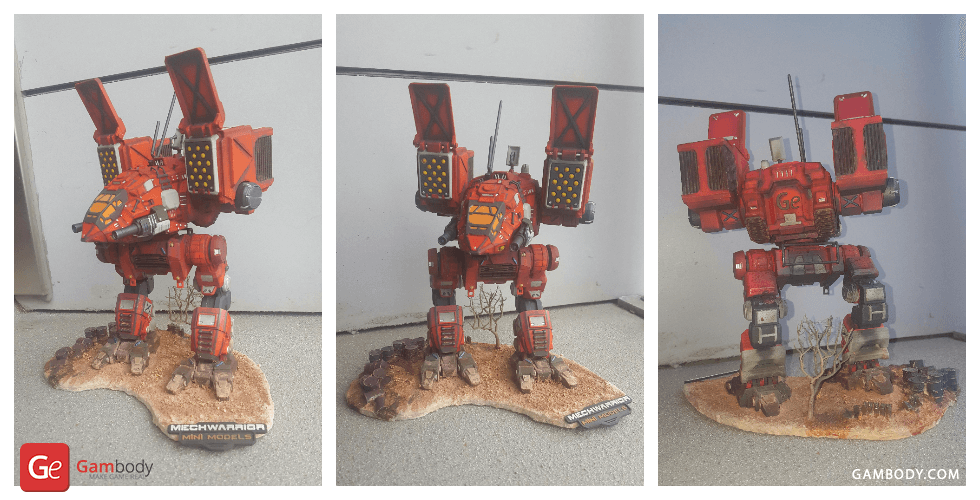
Amazing Battlemech with great speed. Not catchable on the battlefield, he quickly appear to provide fire support and disappear. Great for those who like the dynamic games. Many movements during the game constantly keep the players at the limit and make them completely immersed in the gameplay. He will not leave even the most skeptical gamer indifferent! Without boring slow multi-ton robots. Locust uses the entire space of the playing field for win and will be useful in any team. Now, he can decorate the space of your home!
And it is available for purchase on Gambody Marketplace!
In the FDM version, Locust has increased legs mobility, which allows to be in different poses and on different surfaces.
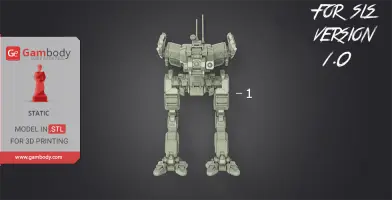
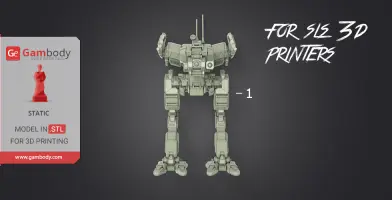
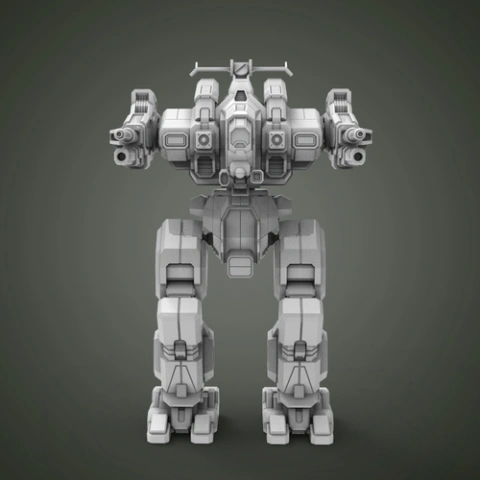
The SLS version is made for max ease of printing and saving material. It is made as a single piece but it looks very good and accurately conveys the shape of your favorite robot.
All STL files for 3D printing have been checked for errors and corrected in Netfabb.
Note: Before starting 3D printing the model, read the Printing Details for CURA 2.3.1 software.
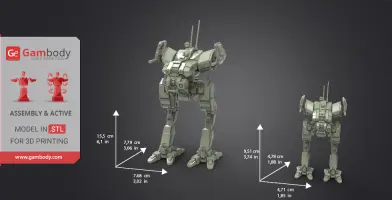
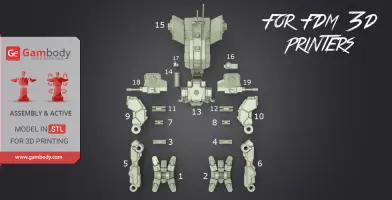
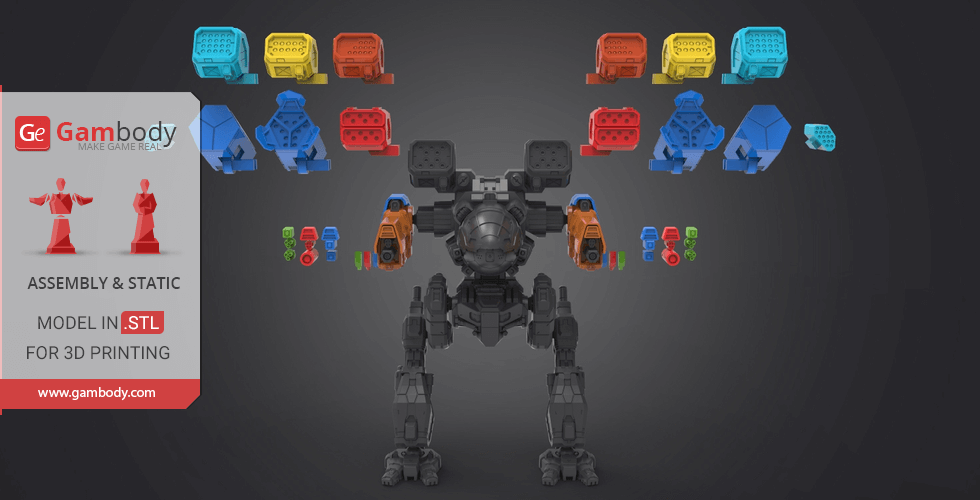
There are 19 parts for FDM version and only 1 part for SLS.
All limbs and weapon in FDM version are movable!
All parts of the joints must be printed at 100% infill.
Scale:
Based on the scale of the MWO tables and a pilot proportions of 2m tall.
In the game it size is 8 meters and 9.5 meters with antennas.
8000/60 = 133 mm(5.23 in.) tall - without antenna
9500/60 = 155 mm(6.1 in.) tall - with antenna
9500/100 = 95 mm(3.74 in.) tall - SLS version
FDM version:
- Is 1:60 scale and after being printed will stand 155 mm tall, 76.8 mm wide, 77.9 mm deep;
- Is designed to save almost all movable elements its prototype has;
- Has removable hinges that should be printed at 100% infill to make them solid
- There is a separate Weapon Pack available for this MWO Locust 3D printing model.
SLS/SLA version:
- Is 1:100 scale and will stand 95.1 mm tall, 47.1 mm wide, 47.8 mm deep.
- Has as few details as possible to keep printing costs down.
Watch the tutorial video on how to assemble Locust BattleMech 3D Printing Miniature at Gambody YouTube channel.
You can get Locust BattleMech 3D Printing Miniature right now! Just click the green Buy button in the top-right corner of the model’s page. You can pay with PayPal or your credit card.
Male and female pilots 3D printing miniatures are available for purchase at Gambody. They will become a perfect match for your mech.
________________________
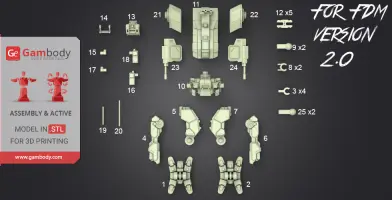
The model was completely redesigned. The parts are cut to a greater number of parts in order to improve the fastenings and increase the wear resistance of the joints. Also, in order to separate small items such as antennas and others, and could be printed separately for quality improvement. There were added new fastening elements, in replacement of connectors to increase the elasticity of the rack and also ease of assembly and disassembly.
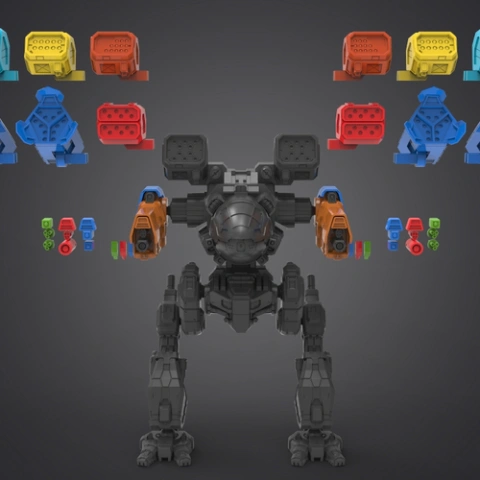
Here the name of new connections:
1. 3_foot_claw_(x4) need to print 4 times;
2. 8_A_Claw_(x2) need to print twice;
3. 9_Axis_2_A_Joint_(x2) need to print twice;
4. 12_Ge_lock_10H_(x5) need to print 5 times;
5. 25_Axis_2_A_Joint_long_(x2) need to print twice;
STL files are already available for download in “Source files” tab for FDM/FFF 2.0.
Watch the tutorial video on how to assemble new Locust BattleMech 3D Printing Miniature at Gambody YouTube channel.
_______
FAQ:
Where can I print a model if I have no printer?
How to get started with 3D printing?
How to set up my 3D printer?
How to choose right 3D model print bed positioning?
How to paint printed figurine?
This model was tested in Cura 3.2.1 and printed on an Ultimaker 2 in PLA material.
- For parts of Locks and Claws you need to change "Brim" type to "Skirt" in Build Plate Adhesion section.
- You can print new joints with 20-30% infill.
- With the new joints you can up scale or down scale the whole model.
- You should print old joints with 100% infill.
- With the old joints do not try to up scale or down scale the whole model since it will not be assemble or movable after scale changes.
- Using the PLA material you should increase the scale of old joints at 2-3% in your slicing program.
- Using the ABS/CPE material you should increase the scale of old joints at 1% in your slicing program.
Recommendations: For all parts of Locks and Claws you need to change "Brim" type to "Skirt" in Build Plate Adhesion section.
To avoid printing problems, we recommend the following settings:
Quality
Layer Height: 0.1 mm
Initial Layer Height: 0.3 mm
Line Width: 0.4 mm
Wall Line Width: 0.4 mm
Outer Wall Line Width: 0.4 mm
Inner Wall(s) Line Width: 0.4 mm
Top/Bottom Line Width: 0.4 mm
Infill Line Width: 0.4 mm
Skirt/Brim Line Width: 0.4 mm
Support Line Width: 0.4 mm
Initial Layer Line Width: 100%
Shell
Wall Thickness: 0.8 mm
Wall Line Count: 2
Outer Wall Wipe Distance: 0.2 mm
Top Surface Skin Layers: 0
Top/Bottom Thickness: 0.8 mm
Top Thickness: 0.8 mm
Top Layers: 8
Bottom Thickness: 0.8 mm
Bottom Layers: 8
Top/Bottom Pattern: Lines
Bottom Pattern Initial Layer: Lines
Top/Bottom Line Directions: [ ]
Outer Wall Inset: 0 mm
Compensate Wall Overlaps: Check
Compensate Outer Wall Overlaps: Check
Compensate Inner Wall Overlaps: Check
Fill Gaps Between Walls: Everywhere
Filter Out Tiny Gaps: Check
Horizontal Expansion: 0 mm
Initial Layer Horizontal Expansion: 0 mm
Z Seam Alignment: Sharpest Corner
Seam Corner Preference: Hide Seam
Ignore Small Z Gaps: Check
Extra Skin Wall Count: 1
Infill
Infill Density: 20% (for all parts of connectors use 100% infill)
Infill Line Distance: 4.0 mm
Infill Pattern: Grid
Infill Line Directions: [ ]
Infill X Offset: 0 mm
Infill Y Offset: 0 mm
Infill Overlap Percentage: 10%
Infill Overlap: 0.04 mm
Skin Overlap Percentage: 5%
Skin Overlap: 0.02 mm
Infill Wipe Distance: 0.1 mm
Infill Layer Thickness: 0.1 mm
Gradual Infill Steps: 1
Gradual Infill Steps Height: 1.5 mm
Infill Before Walls: Check
Minimum Infill Area: 0 mm2
Skin Removal Width: 0.8 mm
Top Skin Removal Width: 0.8 mm
Bottom Skin Removal Width: 0.8 mm
Skin Expand Distance: 0.8
Top Skin Expand Distance: 0.8
Bottom Skin Expand Distance: 0.8
Maximum Skin Angle for Expansion: 90˚
Minimum Skin Width for Expansion: 0.0
Material
Initial Layer Flow: 100%
Enable Retraction: Check
Retraction Extra Prime Amount: 0 mm3
Retraction Minimum Travel: 0.8 mm
Maximum Retraction Count: 90
Minimum Extrusion Distance Window: 6.5 mm
Nozzle Switch Retraction Distance: 16 mm
Nozzle Switch Retraction Speed: 20 mm/s
Nozzle Switch Retract Speed: 20 mm/s
Nozzle Switch Prime Speed: 20 mm/s
Speed
Print Speed: 45 mm/s
Infill Speed: 50 mm/s
Wall Speed: 22.5 mm/s
Outer Wall Speed: 22.5 mm/s
Inner Wall Speed: 45 mm/s
Top/Bottom Speed: 15 mm/s
Travel Speed: 60 mm/s
Initial Layer Speed: 22.5 mm/s
Initial Layer Print Speed: 22.5 mm/s
Initial Layer Travel Speed: 30 mm/s
Skirt/Brim Speed: 30 mm/s
Maximum Z Speed: 0 mm/s
Number of Slower Layers: 2
Travel
Combing Mode: All
Avoid Printed Parts when Traveling: Check
Travel Avoid Distance: 0.625 mm
Layer Start X: 0.0 mm
Layer Start Y: 0.0 mm
Cooling
Enable Print Cooling: Check
Fan Speed: 100%
Regular Fan Speed: 100%
Maximum Fan Speed: 100%
Regular/Maximum Fan Speed Threshold: 10 s
Initial Fan Speed: 0%
Regular Fan Speed at Height: 0.3 mm
Regular Fan Speed at Layer: 2
Minimum Layer Time: 5 s
Minimum Speed: 10 mm/s
Support
Generate Support: Check
Support Placement: Everywhere
Support Overhang Angle: 60°
Support Pattern: Zig Zag
Connect Support ZigZags: Check
Support Density: 15 %
Support Line Distance: 1.3333 mm
Support Z Distance: 0.3 mm
Support Top Distance: 0.3 mm
Support Bottom Distance: 0.3 mm
Support X/Y Distance: 1 mm
Support Distance Priority: Z overrides X/Y
Minimum Support X/Y Distance: 0.25 mm
Support Stair Step Height: 0.3 mm
Support Stair Step Maximum Width: 5.0 mm
Support Join Distance: 2.0 mm
Support Horizontal Expansion: 0.2 mm
Support Infill Layer Thickness: 0.1 mm
Gradual Support Infill Steps: 0
Use Towers: Check
Tower Diameter: 3.0 mm
Minimum Diameter: 3.0 mm
Tower Roof Angle: 65°
Build Plate Adhesion
Build Plate Adhesion Type: Brim (for all parts of Locks and Claws use "Skirt")
Skirt/Brim Minimum Length: 250 mm
Brim Width: 8.0 mm
Brim Line Count: 18
Brim Only on Outside: Check
Mesh Fixes
Union Overlapping Volumes: Check
Merged Meshes Overlap: 0.15 mm
Special Modes
Print Sequence: All at Once
Surface Mode: Normal
Experimental
Slicing Tolerance: Middle
Maximum Resolution: 0.01 mm
Flow rate compensation max extrusion offset: 0 mm
Flow rate compensation factor: 100%
Disclaimer: This model will look outstanding if printed on SLA/SLS 3D printer. The accuracy of the model printed on FFF printer can vary from the result shown in the pictures.
This model was tested with PLA material.
To avoid printing problems, we recommend the following settings:
Extruder
Nozzle Diameter: 0.4 mm
Extrusion Multiplier: 0.97
Extrusion Width: Auto
Retraction Distance: 5.00 mm
Extra Restart Distance: 0.00 mm
Retraction Vertical Lift: 0.08 mm
Retraction Speed: 5400.0 mm/min
Wipe Distance: 5.00 mm
Layer
Primary Layer Height: 0.2 mm
Top Solid Layers: 8
Bottom Solid Layers: 5
Outline/Perimeter Shells: 2
Outline Direction: Inside-Out
First Layer Height: 90%
First Layer Width: 100%
First Layer Speed: 20%
Additions
Use Skirt/Brim: Check
Skirt Layers: 1
Skirt Offset from Part: 6.00 mm
Skirt Outlines: 5
Infill
Internal Fill Pattern: Fast Honeycomb
External Fill Patern: Rectilinear
Interior Fill Percentage: 10%
Outline Overlap: 22%
Infill Extrusion Width: 100%
Minimum Infill Length: 5.00 mm
Combine Infill Every: 1 layers
External Infill Angle Offsets: 45/-45 deg
Support
Generate Support Material: Check
Support Infill Percentage: 15%
Extra Inflation Distance: 1.00 mm
Support Base Layers: 0
Combine Support Every: 1 layers
Dense Support Layers: 0
Dense Infill Percentage: 70%
Support Type: Normal
Support Pillar Resolution: 5.00 mm
Max Overhang Angle: 60 deg
Horizontal Offset From Part: 0.50 mm
Upper Vertical Separation Layers: 1
Lower Vertical Separation Layers: 1
Support Infill Angles: 45 deg
Temperature
Extruder 1 Temperature: 210
Heated Bed: 60
Cooling
Increase fan speed for layers below: 45.0 sec
Maximum Cooling fan speed: 50%
Bridging fan speed override: 100%
Speeds
Default Printing Speed: 4800.0 mm/min
Outline Underspeed: 50%
Solid Infill Underspeed: 80%
Support Structure Underspeed: 80%
X/Y Axis Movement Speed: 10800.0 mm/min
Z Axis Movemen Speed: 1002.0 mm/min
Adjust printing speed for layers below: 15.0 sec
Allow speed reduction down to: 20%
Other
Unsupported area threshold: 20.0 sq m
robot, robots, mwo, battletech, 3d-mechwarrior, 3d-mechwarrior-for-sale, buy-3d-mechwarrior, order-3d-mechwarrior-3d-files, mechs-mwo-online-archer, mwo-awesome-release, mechwarrior, spring
You are about to report MWO Locust 3D Printing Model | Assembly + Action for violating our Terms and Conditions. Please take a few moments to fill in the following information.










Comments