This 3D printing design of Thing from Wednesday consists of files in StereoLithography (.Stl) format that is optimized for 3D printing.
Before printing the files, we strongly recommend reading the PRINTING DETAILS section.
WHAT WILL YOU GET AFTER PURCHASE?
- 4 versions of Thing STL files for FFF/FDM, DLP/SLA, DLP/SLA Eco, and SLS — files for all versions are available for download after the purchase;
- STL files of high-poly Thing model for 3D printing consist of 34 files;
- Sizes for:
- FFF/FDM: 200 mm tall, 220 mm wide, 220 mm deep;
- DLP/SLA/SLS: 200 mm tall, 220 mm wide, 220 mm deep;
- Assembly Manual for FFF/FDM 1.0 and DLP/SLA 1.0 versions in PDF and video formats;
- Detailed settings that we provide as a recommendation for Cura, Bambu Studio, Simplify3D, Slic3r and PrusaSlicer for the best print;
- Full technical support from the Gambody Support Team.
Detailed information about these 3D printer STL files is available in the DESCRIPTION section.
ABOUT THIS 3D MODEL
Thing T. Thing is a fictional character from the Addams Family franchise. It is depicted as a disembodied hand and is a loyal companion and confidant of the character Gomez Addams, who is the patriarch of the Addams family. The character was first introduced in Charles Addams' single-panel cartoons in The New Yorker and later appeared in various forms of media, including the original television series (1964–66), the revived series The New Addams Family (1998), in the related films The Addams Family (1991), Addams Family Values (1993) and Addams Family Reunion (1998), The Addams Family (1992 TV series), and Wednesday (2022 television series).
Gomez had asked Thing to watch over Wednesday while she attends Nevermore Academy, but Wednesday has forced him to help her with solving the mysteries of the school and the town of Jericho.
ADAPTATION FOR 3D PRINTING
Thing 3D printing design is a static assembly model, its moderation and adaptation for different types of 3D printers took Gambody team 15 hours. The model's anatomy and proportions were thoroughly reviewed during the moderation process for the Thing to look proportionate and harmonious as a self-sufficient piece.
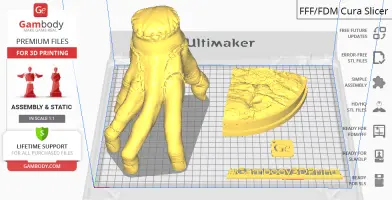
The model’s cutting was chosen by our team to minimise the amount of generated support and some of the parts were hollowed out for you to save resin in the Eco version. In order to conceal the places where the assembly parts of the model are connected, the model were cut along the anatomical outline of Thing.
All assembly parts of the 1.0 FFF/FDM version come in STL files in recommended positions that were worked out to ensure the smoothness of the details’ surfaces after printing and so that the 3D printing beginners won't face difficulties when placing the parts on a build plate.
The design is saved in STL files, a format supported by most 3D printers. All STL files for 3D printing have been checked in Netfabb and no errors were shown.
The 3D printing design's chosen scales are 1:1 for the FFF/FDM and DLP/SLA/SLS versions.
VERSIONS' SPECIFICATIONS
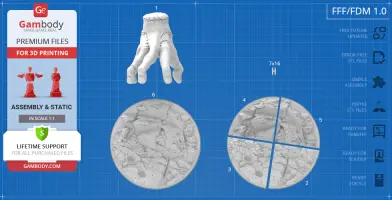
1.0 FFF/FDM version’s features:
- Contain 7 parts;
- A printed model is 200 mm tall, 220 mm wide, 220 mm deep;
- All parts are divided in such a way that you will print them with the smallest number of support structures.
1.0 DLP/SLA version’s features:
- Contains 12 parts;
- A printed model is 200 mm tall, 220 wide, 220 mm deep;
- All parts are divided in such a way that you will print them with the smallest number of support structures.
1.0 DLP/SLA Eco version’s features:
- Contains 12 parts;
- A printed model is 200 mm tall, 220 wide, 220 mm deep;
- All parts are divided in such a way that you will print them with the smallest number of support structures;
- Some parts are manually hollowed out to save resin.
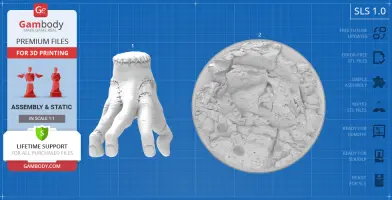
1.0 SLS version’s features:
- Contains 2 parts;
- A printed model is 200 mm tall, 220 wide, 220 mm deep.
You can get the STL Files of Thing model immediately after the purchase! Just click the green Buy button in the top-right corner of the model’s page. You can pay with PayPal or your credit card.
Watch the tutorial on how to assemble the 3D Printed Thing model from the provided 3D Print Files on Gambody YouTube channel.
Also, you may like other Horror 3D Printing designs.
_______
FAQ:
Generic
Below you can find printing recommendations for Cura, Bambu Studio, Simplify3D, Slic3r and PrusaSlicer software.
Disclaimer: The following printing settings are a recommendation, not an obligation. The parameters can vary depending on the peculiarities of your 3D printer, the material you use, and especially the particular assembly part you are working with. Each part that any model comprises often needs preliminary review, and you are free to tweak the settings the way you find suitable.
Note:
You can scale up the model (downscaling for FFF/FDM 3D printers is not recommended!);
All connectors should be printed at 100% Infill.
Bambu Lab printing recommendations:
These basic 3D printing settings recommendations for beginners were tested in Bambu Studio 1.9.1. Test models were printed on the Bambu Lab A1, Bambu Lab A1 Mini, Creality Ender 3 S1, Anycubic Kobra 2, and Anycubic Vyper using PLA and PETG filaments.
To avoid printing problems, we recommend the following settings: download
Cura printing recommendations:
These are averaged settings which were tested in the Cura 5.2.1 slicer. Test models were printed on Anycubic Vyper, Creality Ender 3 Pro with PLA filament.
To avoid printing problems, we recommend the following settings: download
Simplify3D printing recommendations:
These are averaged settings which were tested in the Simplify3D 5.0.0 slicer. Test models were printed on Anycubic Vyper, FLSUN v400, Ender3 S1 with PLA filament.
To avoid printing problems, we recommend the following settings: download
Slic3r printing recommendations:
These basic 3D printing settings recommendations for beginners were tested in Slic3r 1.3.0 software. Test models were printed on Ultimaker 2, Creality Ender 3, Creality Cr-10S pro v2, Anycubic I3 Mega, Anycubic I3 MegaS, Anycubic Vyper with PLA and PetG filaments.
To avoid printing problems, we recommend the following settings: download
PrusaSlicer printing recommendations:
These basic 3D printing settings recommendations for beginners were tested in PrusaSlicer 2.3.1. Test models were printed on Ultimaker 2, Creality Ender 3, Creality Cr-10S pro v2, Anycubic I3 Mega, Anycubic I3 MegaS, Anycubic Vyper with PLA and PETG filaments.
To avoid printing problems, we recommend the following settings: download










































Comments